


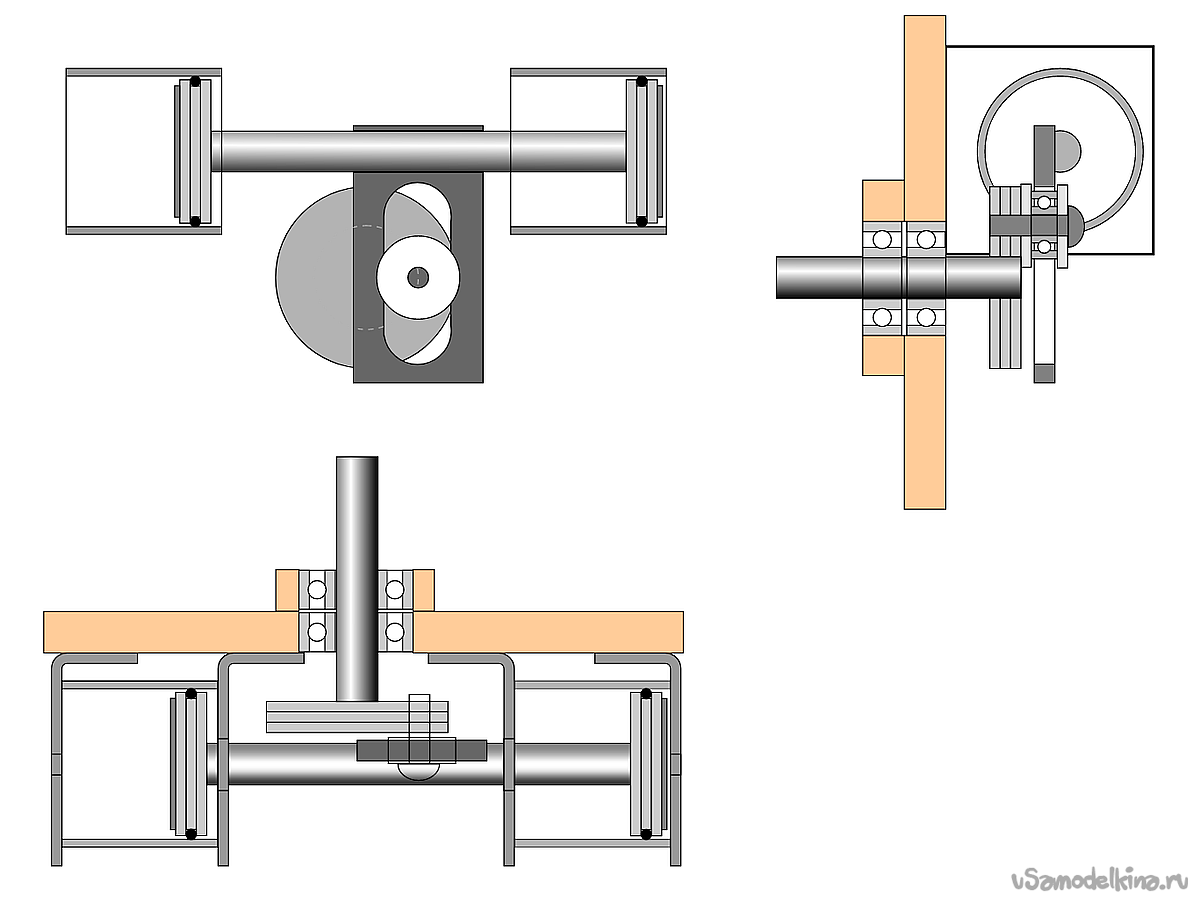
Прошу не бросаться тапками по поводу чертежа. Делался он для внутреннего употребления, то бишь, для себя. Чтобы иметь хоть какое-то представление, а что я вообще собираюсь сделать.
Почему двухцилиндровый, и почему именно оппозитный?
Дело в том, что мастерская моя расположена на лоджии многоэтажки, и верстаком служит табуретка с прикрученными тисками. И в этих условиях сделать качественное соединение поршня с шатуном дело довольно трудоёмкое. Посему было принято решение вместо шатуна использовать штангу, жёстко закреплённую на поршне. А чтобы поддержать свободный конец штанги, было принято решение использовать ещё один цилиндр расположенный напротив первого. Можно было пропустить этот свободный конец сквозь отверстие в уголке, но применение второго цилиндра даёт несколько преимуществ. Это и равномерная нагрузка на мотор, и снижение оборотов мотора для прокачки такого-же объёма воздуха, это и исключение пульсации воздушного потока, что имеет значение при использовании компрессора для работы с прямоточным аэрографом, для которого ресивер по большому счёту и не нужен. И этот компрессор заточен именно для аэрографа.
Применённые материалы:
Алюминиевая труба Ø32 мм. - Для цилиндров
Алюминиевая пластина толщиной 2 мм. - Для поршней и кривошипа.
Отрезок стальной полосы 25х4 мм. - Для кулисы
Калиброванный стальной пруток Ø 8мм. - Для штанги.
Ниппели для шин. - Для выпускных клапанов.
Резиновые кольца. - Для компрессионных колец.
Отрезок ламината. Для крепления всей конструкции. Можно использовать фанеру, но под рукой нужной не оказалось.
Крепёж - винты, гайки, шайбы и пр.
Подшипники. - Для вращения:)
Инструменты:
Дрель.
Болгарка. Можно обойтись ножовкой по металлу.
Паяльник.
Напильники, надфиля, пассатижи, молоток, отвёртка и пр.
Изготовление.
Как упоминалось выше, цилиндры изготовлены из алюминиевой трубы Ø32 мм. и внутренним Ø 29 мм. И имеют высоту 30 мм.  При ходе поршня 20 мм. получаем объём 26 см³, что при 1000 об/мин. даёт расчётную производительность 26 л/мин. Что вполне сопоставимо с промышленными образцами.
При ходе поршня 20 мм. получаем объём 26 см³, что при 1000 об/мин. даёт расчётную производительность 26 л/мин. Что вполне сопоставимо с промышленными образцами. 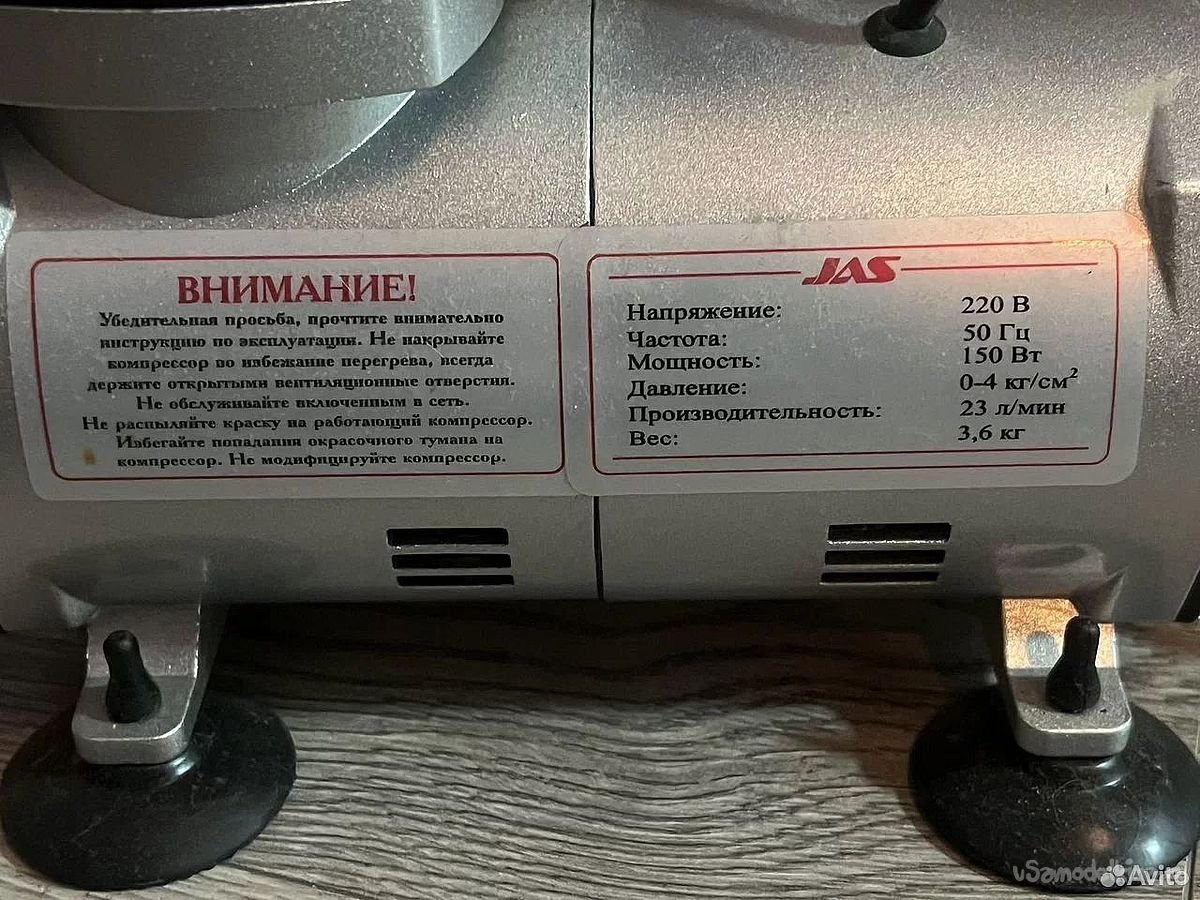
Рабочее давление зависит от мощности мотора, рассчитать его теоретически я не могу, а манометра, чтобы измерить, у меня нету.
Итак, цилиндры изготовлены из алюминиевой трубы.
Начнём изготовление ШПГ. Только в нашем случае это будет не шатунно-поршневая группа, а штанго-поршневая. Которая состоит из собственно поршней, штанги и кулисы, которая преобразует вращение кривошипа в возвратно-поступательное движение штанги с поршнями.
Кулиса изготовлена из отрезка стальной полосы 25х4 мм.
По центру полосы размечаются центры отверстий с расстоянием 20 мм. между ними.  После высверливания отверстий Ø 13 мм. (это диаметр подшипника),
После высверливания отверстий Ø 13 мм. (это диаметр подшипника),  между ними высверливается отверстие Ø12 мм. и при помощи напильника, удаляются перемычки между отверстиями и формируется паз шириной 13 мм.
между ними высверливается отверстие Ø12 мм. и при помощи напильника, удаляются перемычки между отверстиями и формируется паз шириной 13 мм.  Проверяем ход подшипника в кулисе, и если нет никаких нареканий, кулиса, по сути готова.
Проверяем ход подшипника в кулисе, и если нет никаких нареканий, кулиса, по сути готова. 


Изготовление поршней.
Поршень представляет из себя три алюминиевых диска вырезанных из алюминиевой пластины, и склеенных между собой. Вырезать диски весьма удобно корончатым сверлом по дереву. Поскольку корончатое сверло имеет центральное винтовое сверло Ø6 мм. а такое большое отверстие посредине диска не нужно, центральное сверло удаляю. Предварительно высверливаю в куске фанеры, либо ламината отверстие, которое будет использовано как кондуктор. Закрепляю струбциной кондуктор поверх алюминиевой пластины и высверливаю диски. 

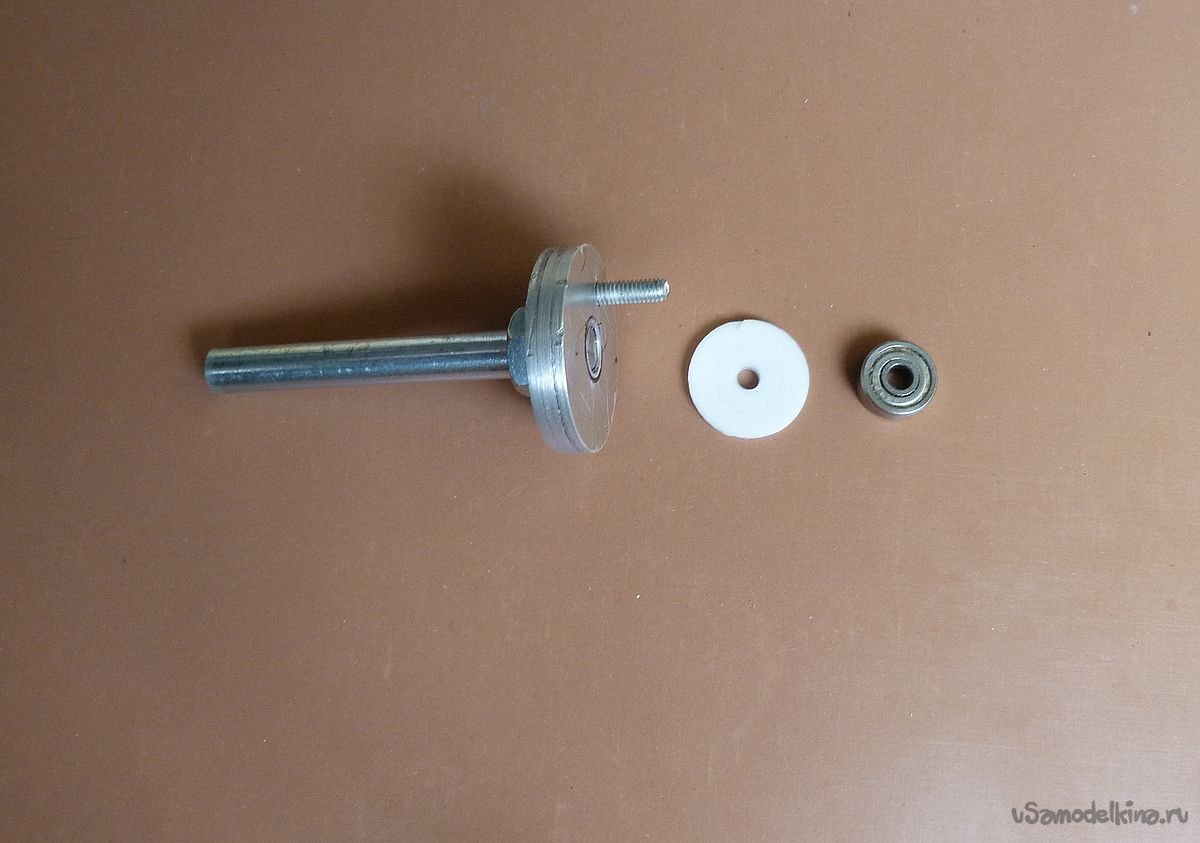
Поскольку поршни к штанге будут крепиться винтом М4, разметив на дисках центры, и высверливаю отверстия 3,3 мм под резьбу.  Так-же вырезанные диски необходимо доработать на токарном станке для придания им нужного диаметра. Вместо токарного станка использую дрель, закреплённую на стойке. Патрон дрели имеет небольшое биение, посему точно обработать диски закрепив их в патроне дрели не получится. Будут овалы. Для точной обработки необходимо изготовить люнет, который будет служить дополнительной опорой для оправки с закреплённым диском. Люнет изготавливается весьма просто. Зажав в патроне дрели, которая временно служит токарным станком, сверло Ø 22 мм. высверливаю отверстие в деревяшке, прижатой к вертикальной поверхности. В высверленное отверстие вставляется подшипник 608 с внутренним отверстием Ø 8 мм. и наружным - Ø 22 мм. Для крепления люнета к поверхности, к нижнему концу деревяшки крепится монтажный уголок.
Так-же вырезанные диски необходимо доработать на токарном станке для придания им нужного диаметра. Вместо токарного станка использую дрель, закреплённую на стойке. Патрон дрели имеет небольшое биение, посему точно обработать диски закрепив их в патроне дрели не получится. Будут овалы. Для точной обработки необходимо изготовить люнет, который будет служить дополнительной опорой для оправки с закреплённым диском. Люнет изготавливается весьма просто. Зажав в патроне дрели, которая временно служит токарным станком, сверло Ø 22 мм. высверливаю отверстие в деревяшке, прижатой к вертикальной поверхности. В высверленное отверстие вставляется подшипник 608 с внутренним отверстием Ø 8 мм. и наружным - Ø 22 мм. Для крепления люнета к поверхности, к нижнему концу деревяшки крепится монтажный уголок.  Оправка изготовляется из калиброванного металлического прутка Ø 8 мм. Отрезок прутка зажимается в патроне дрели и пропускается сквозь люнет, чтобы выступающий за люнет конец был 20 мм. Люнет струбциной прижимается к верстаку, на котором установлена дрель, дрель включается, и напильником стачивается участок 15 мм. до Ø 4 мм. На этом участке нарезается резьба М4.
Оправка изготовляется из калиброванного металлического прутка Ø 8 мм. Отрезок прутка зажимается в патроне дрели и пропускается сквозь люнет, чтобы выступающий за люнет конец был 20 мм. Люнет струбциной прижимается к верстаку, на котором установлена дрель, дрель включается, и напильником стачивается участок 15 мм. до Ø 4 мм. На этом участке нарезается резьба М4. 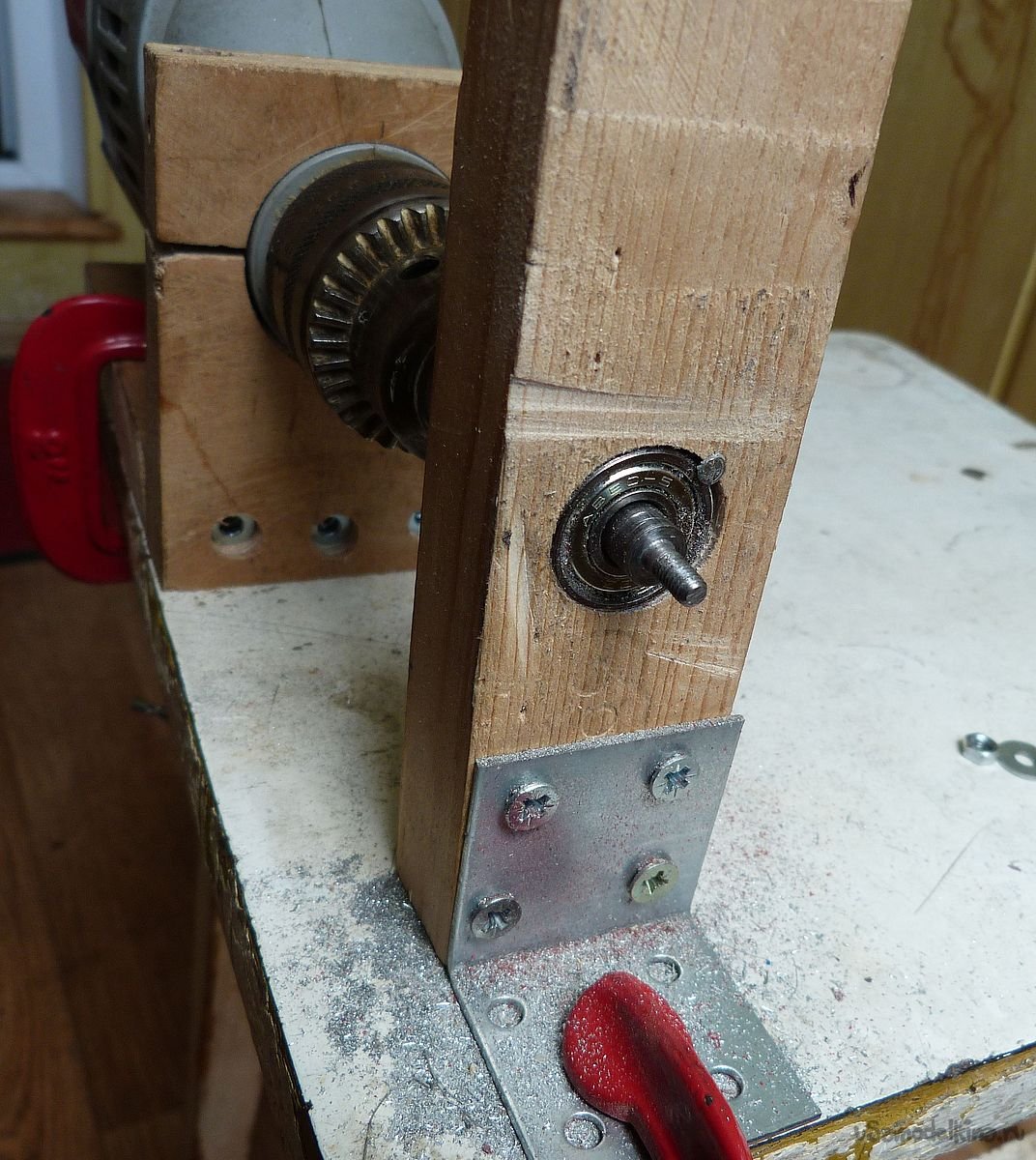

На оправку накручивается диск с уже нарезанной резьбой, фиксируется гайкой, и обтачивается напильником до нужного диаметра. 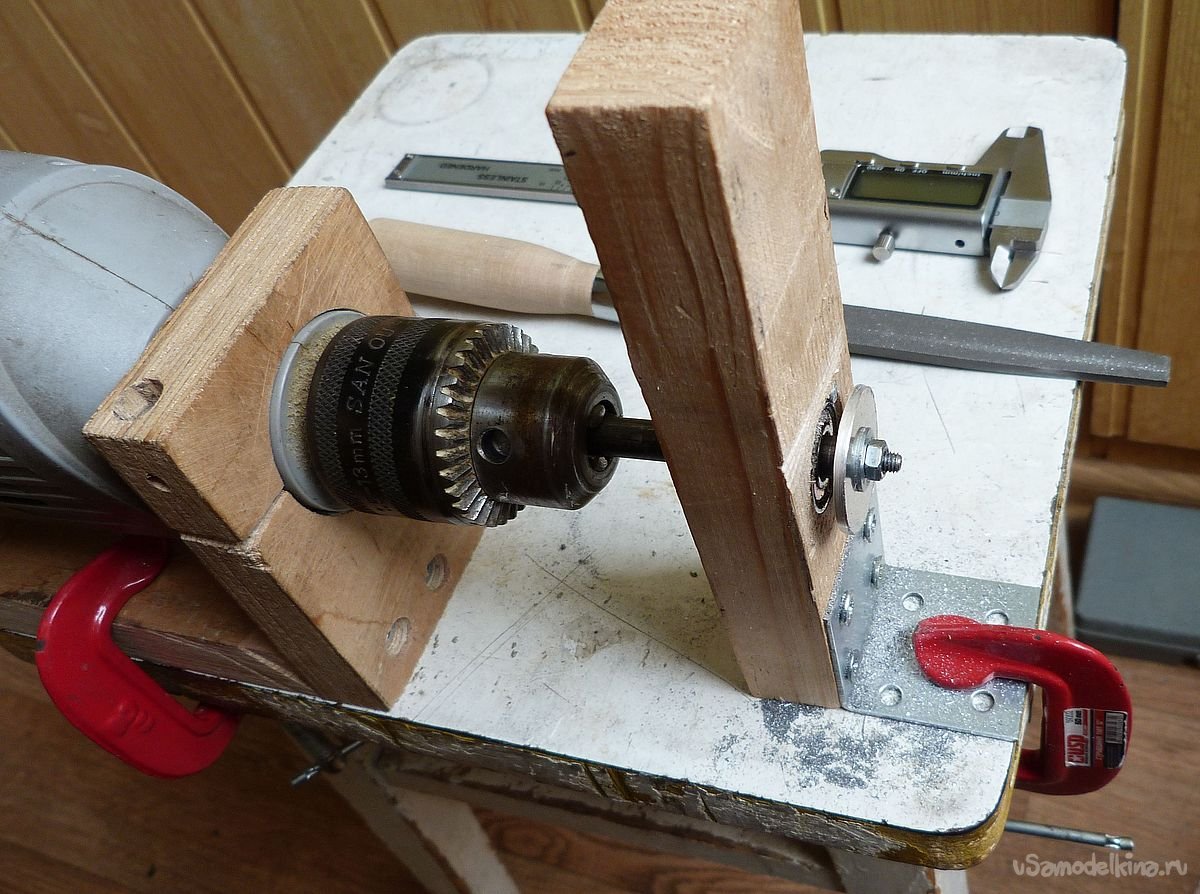 Получается примерно точно. Без овала. Нужные размеры составляют - для двух наружных дисков - 27,5 мм. Для внутреннего диска - 25,2 мм. Поскольку резиновое кольцо, которое будет выполнять роль компрессионного, имеет диаметры 29х25х2 мм.
Получается примерно точно. Без овала. Нужные размеры составляют - для двух наружных дисков - 27,5 мм. Для внутреннего диска - 25,2 мм. Поскольку резиновое кольцо, которое будет выполнять роль компрессионного, имеет диаметры 29х25х2 мм.  припуск 0,2 мм на внутреннем диске нужен для того, чтобы резиновое кольцо, надетое на этот диск, не просто касалось стенок цилиндра, а слегка к ним прижималось.
припуск 0,2 мм на внутреннем диске нужен для того, чтобы резиновое кольцо, надетое на этот диск, не просто касалось стенок цилиндра, а слегка к ним прижималось.
Поочерёдно накручиваю диски на винт М4 с прессшайбой и склеиваю их между собой. После высыхания клея, винт удаляю.
Получился цельный диск с канавкой посредине и резьбой по центру.  Далее на этом уже поршне, необходимо высверлить отверстия для всасывания воздуха. Отверстия высверливаются сверлом 3 мм. на расстоянии 10 мм от центра.
Далее на этом уже поршне, необходимо высверлить отверстия для всасывания воздуха. Отверстия высверливаются сверлом 3 мм. на расстоянии 10 мм от центра. 


Это нужно для того, чтобы между отверстиями, и краем центрального диска оставалась перемычка 1 мм. Клапаном будет служить мембрана, вырезанная из силиконовой плёнки (гибкое стекло) толщиной 0,8 мм. которая прикручивается с внутренней стороны поршня. 

Штанга изготовлена из алюминиевого прутка Ø 8 мм. и длиной 80 мм. По той простой причине, что алюминий обрабатывается легче стали. В торцах прутка высверливаются отверстия Ø 3,3мм. и нарезается резьба М4. Высверливать отверстия удобнее закрепив штангу в патроне дрели и пропустив через люнет. Вращается штанга, сверло, зажатое в шуруповёрте неподвижно. 
По центру штанги, напильником делается выборка примерно на толщину 1/3 диаметра и длиной 25 мм. для крепления кулисы.  На кулисе размечаются и высверливаются отверстия Ø 3,3 мм. для крепления штанги.
На кулисе размечаются и высверливаются отверстия Ø 3,3 мм. для крепления штанги.  Далее, штанга с приложенной кулисой зажимаются в тисках, и сквозь просверленные отверстия в кулисе, высверливаются отверстия в штанге. В штанге нарезается резьба М4, а отверстия в кулисе рассверливаются до Ø 4 мм. и зенкуются.
Далее, штанга с приложенной кулисой зажимаются в тисках, и сквозь просверленные отверстия в кулисе, высверливаются отверстия в штанге. В штанге нарезается резьба М4, а отверстия в кулисе рассверливаются до Ø 4 мм. и зенкуются.  Винтами М4, штанга крепится к кулисе. Или, кулиса к штанге. Как кому удобнее. Лишние части полосы обрезаются.
Винтами М4, штанга крепится к кулисе. Или, кулиса к штанге. Как кому удобнее. Лишние части полосы обрезаются. 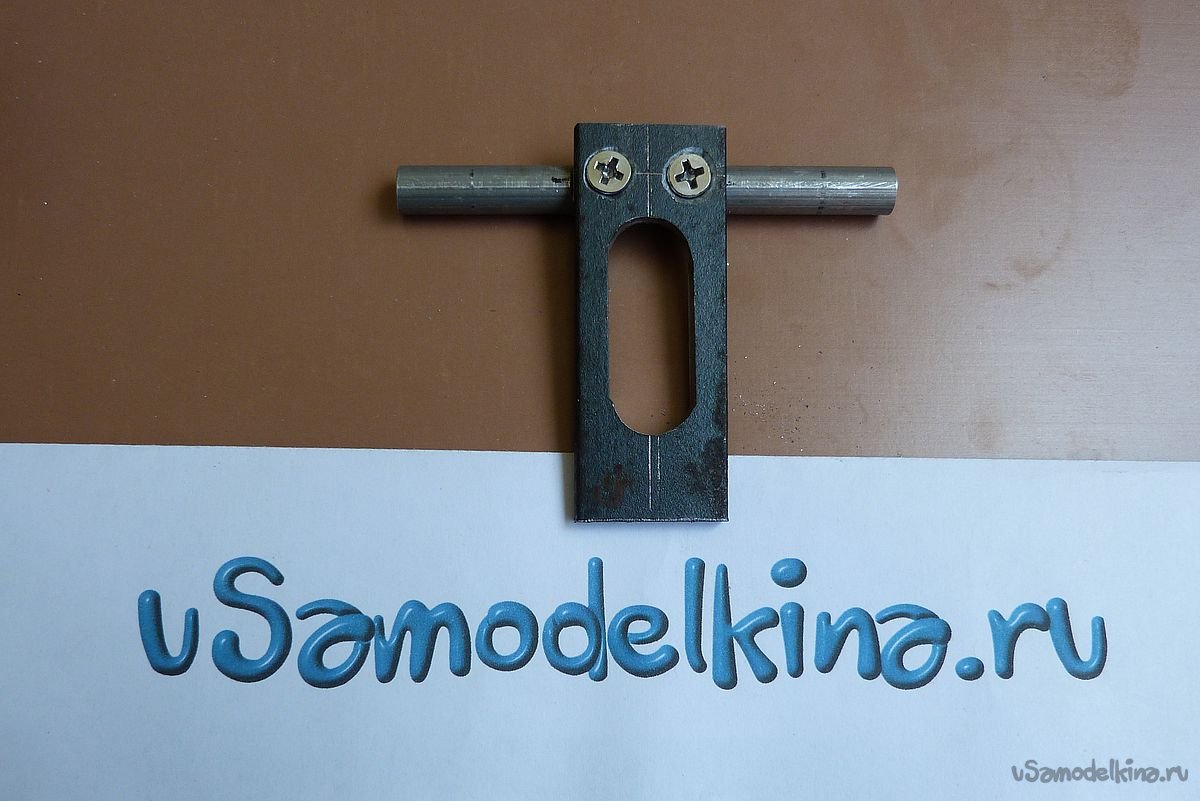
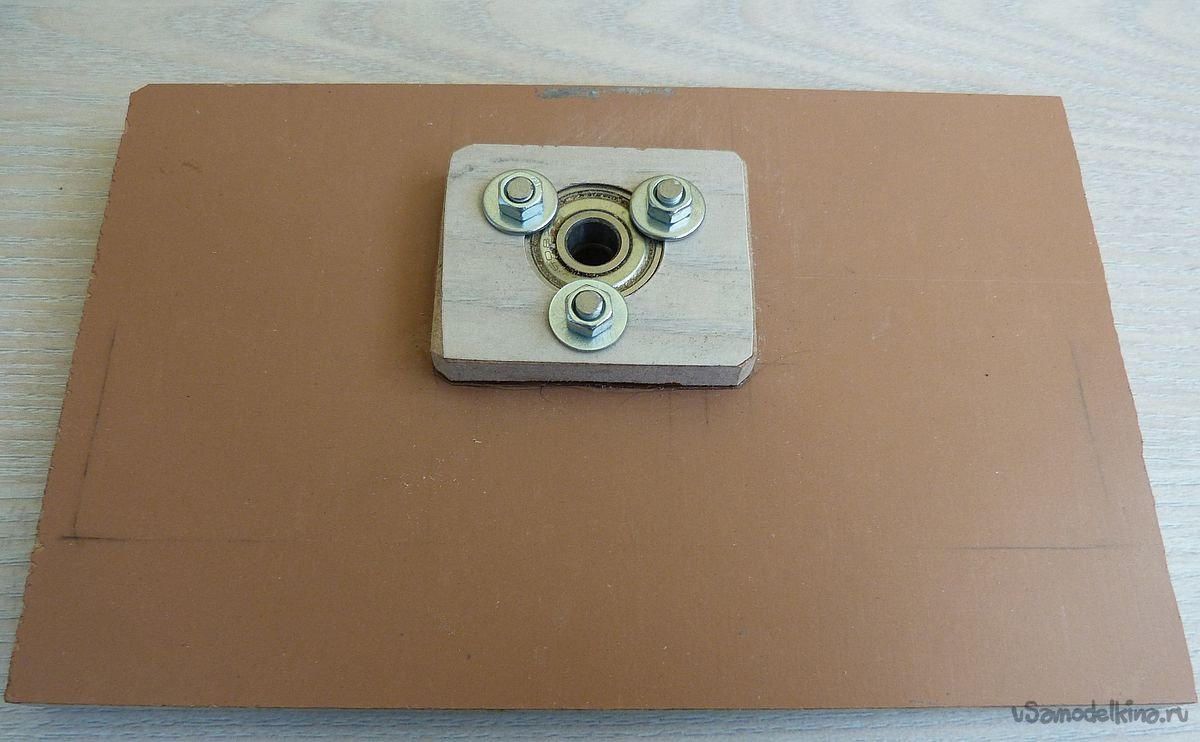
Маховик для кривошипа изготовляется из трёх алюминиевых дисков толщиной 2 мм. и Ø 33 мм. Диски высверливаются из алюминиевой пластины корончатым сверлом.
Центральное отверстие в диске рассверливается сверлом 7 мм. Поскольку сверлильного станка у меня нет, а сверлить требуется строго перпендикулярно плоскости, прикручиваю диск шурупами с прессшайбой к ровной деревяшке, а деревяшку упираю в стойку для дрели, детали которой скручены под углом 90°. К табуретке прикручиваю направляющую под углом 90° к стойке, и использую дрель на второй стойке для сверления. 
Используя хвостовик сверла, вставленного в перпендикулярно просверленное отверстие как направляющую, надеваю на этот хвостовик просверленные диски и склеиваю их.  После высыхания клея, нарезаю резьбу М8.
После высыхания клея, нарезаю резьбу М8. 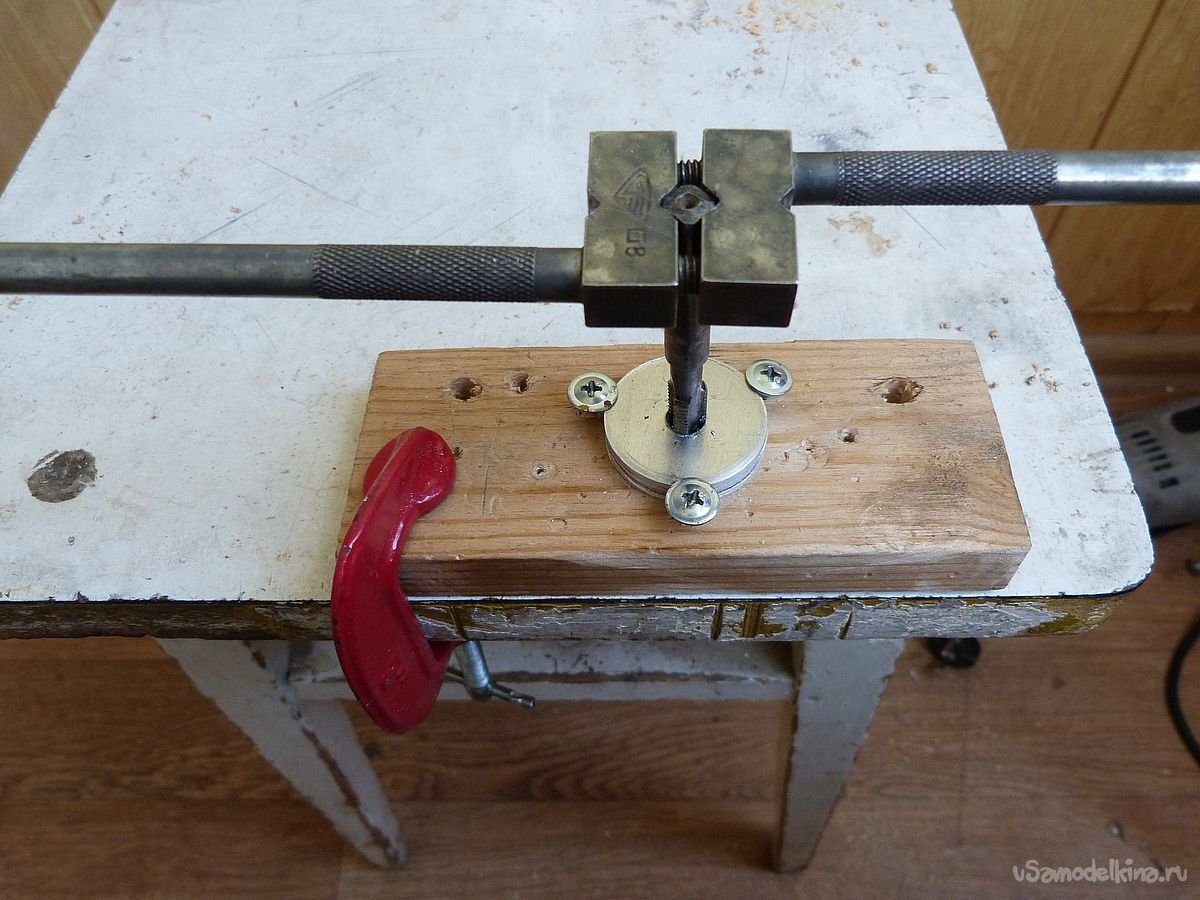 Для вала использовал болт М8 с калиброванной шейкой, поскольку никакой уверенности, что нарезаемая на металлическом прутке вручную резьба будет ровной.
Для вала использовал болт М8 с калиброванной шейкой, поскольку никакой уверенности, что нарезаемая на металлическом прутке вручную резьба будет ровной. 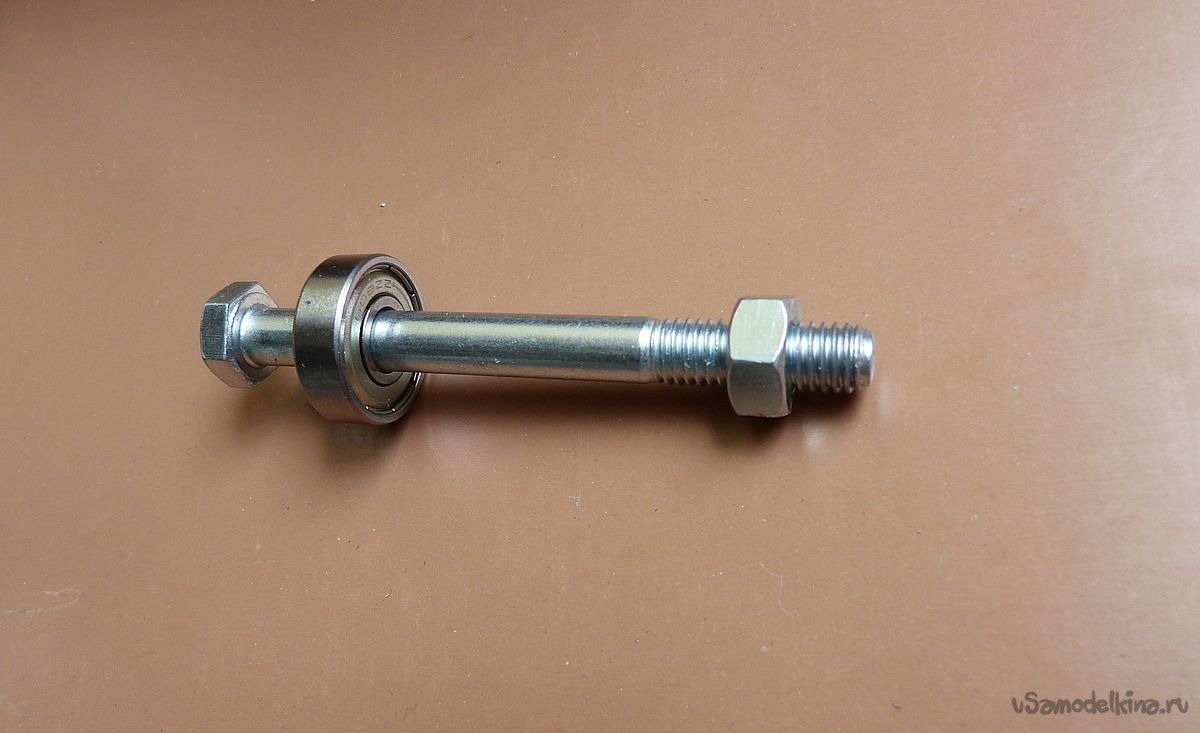
Также, на склеенном маховике на расстоянии 10 мм. от центра, либо на расстоянии 6,5 мм. от края, как кому удобнее, используя вертикальный упор высверливаю отверстие Ø 3,3 мм.  и нарезаю в нём резьбу М4 для крепления 695 подшипника.
и нарезаю в нём резьбу М4 для крепления 695 подшипника.  От болта отрезаю головку, накручиваю гайку М8 и накручиваю маховик. Выступающую резьбу срезаю. Закрепив маховик с валом в патроне дрели, напильником обрабатываю края, чтобы были ровные. Со стороны гайки, в маховик вкручиваю винт М4, на который будет одеваться подшипник. Кривошип готов.
От болта отрезаю головку, накручиваю гайку М8 и накручиваю маховик. Выступающую резьбу срезаю. Закрепив маховик с валом в патроне дрели, напильником обрабатываю края, чтобы были ровные. Со стороны гайки, в маховик вкручиваю винт М4, на который будет одеваться подшипник. Кривошип готов. 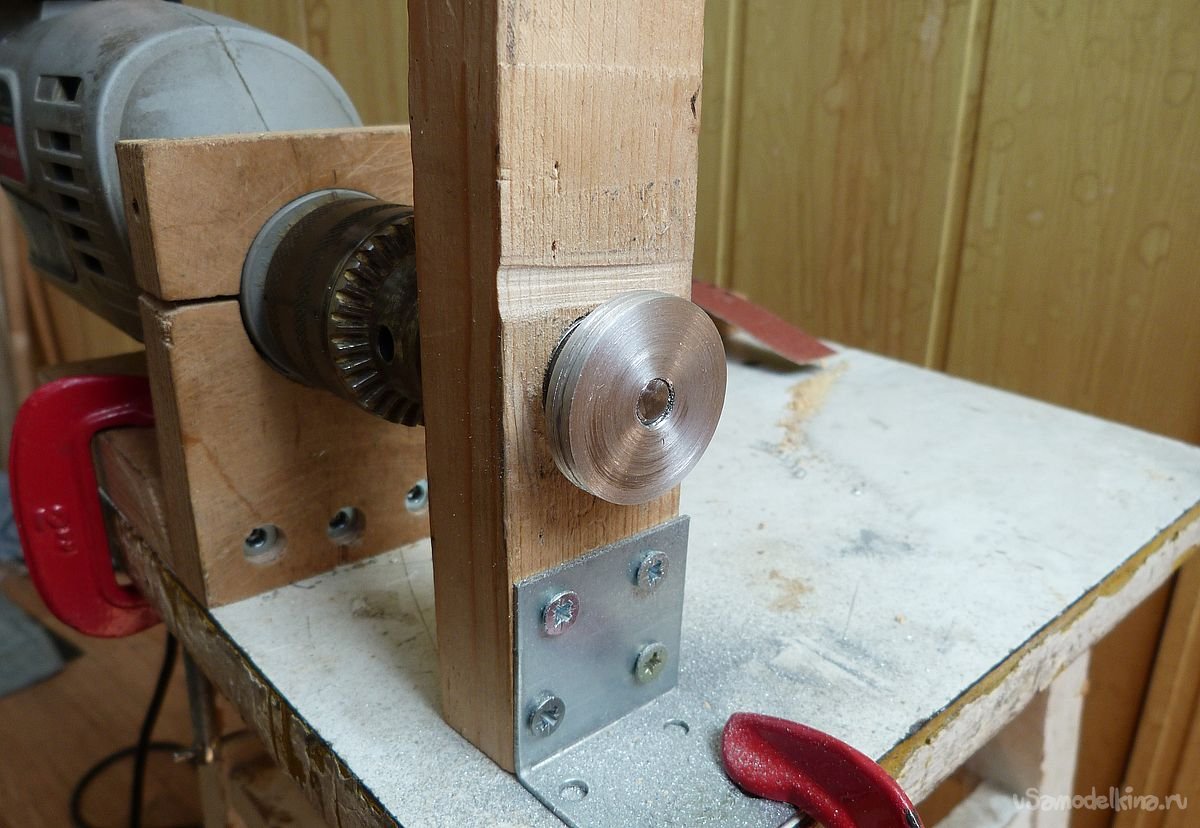


Крепиться к основанию всё это безобразие будет при помощи монтажных уголков. Поскольку уголков с нужным расположением отверстий в природе не существует, или мне не удалось их найти, покупаю те, которые наиболее подходят по параметрам. 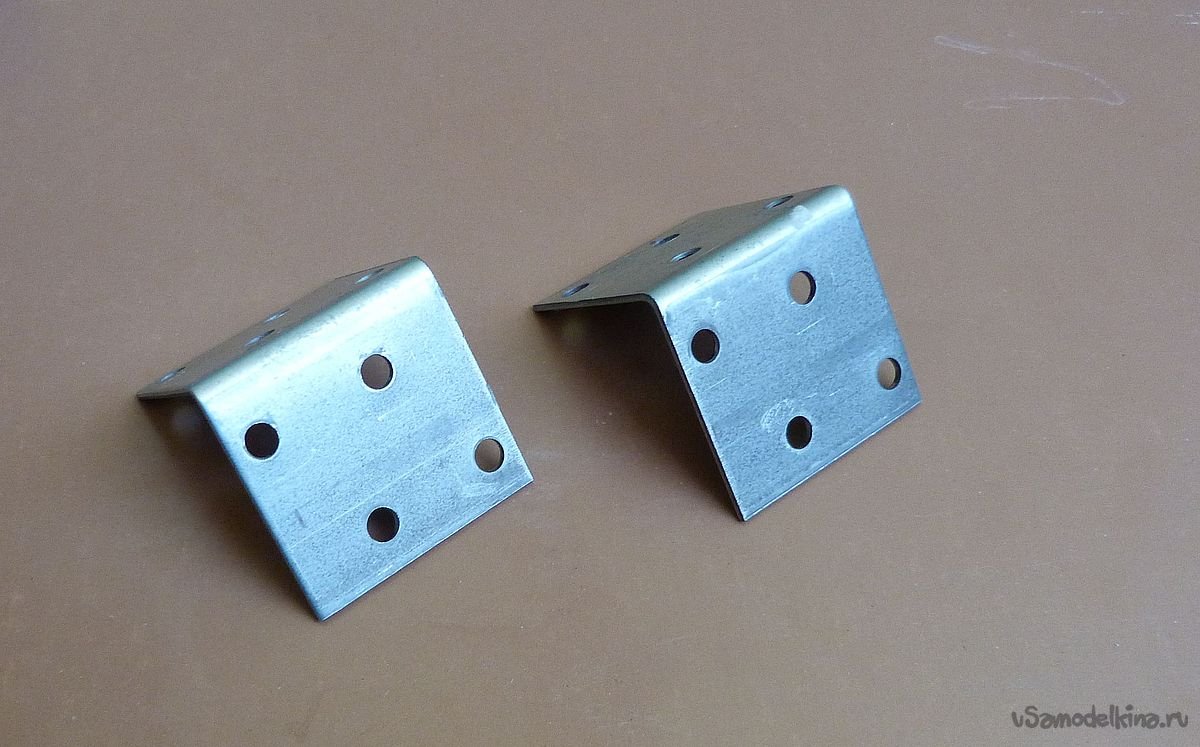 Расстояние между наиболее удалёнными отверстиями составляет как раз 32 мм. что меня вполне устраивает. Вторая пара отверстий будет находиться внутри цилиндра, что меня не устраивает, но с этим вполне можно справиться. Первым делом проверяю соответствие угла 90°. Как и ожидалось, его там и близко нет.
Расстояние между наиболее удалёнными отверстиями составляет как раз 32 мм. что меня вполне устраивает. Вторая пара отверстий будет находиться внутри цилиндра, что меня не устраивает, но с этим вполне можно справиться. Первым делом проверяю соответствие угла 90°. Как и ожидалось, его там и близко нет.  Лёгкими и нежными ударами молотка по ребру уголка, довожу угол до требуемых 90°.
Лёгкими и нежными ударами молотка по ребру уголка, довожу угол до требуемых 90°. 
Складываю уголки попарно, и отмечаю крайние отверстия на нижнем уголке.  Накерниваю, просверливаю.
Накерниваю, просверливаю. 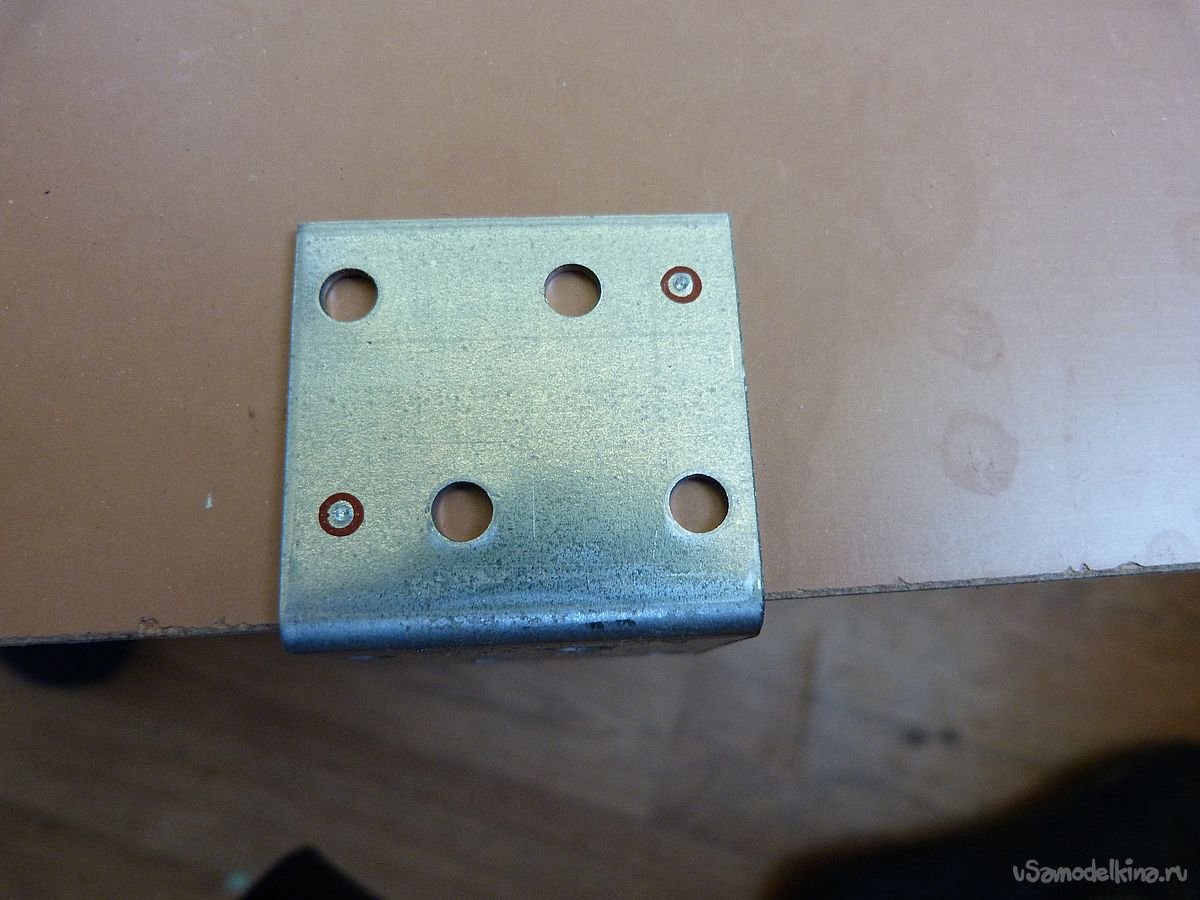 Так-же, накерниваю и просверливаю отверстия в центре уголка. На двух уголках центральные отвестия Ø 5 мм., на двух других - Ø 12 мм. Сквозь отверстия Ø 12 мм. будет проходить штанга, а к отвестиям Ø 5 мм. будет крепиться выпускной клапан. Вернее, он будет крепиться не к отверстию, а к уголку с этим отверстием. Ну, вы поняли. Вторая полка уголков обрезается, оставляя только отверстия для крепления к основанию.
Так-же, накерниваю и просверливаю отверстия в центре уголка. На двух уголках центральные отвестия Ø 5 мм., на двух других - Ø 12 мм. Сквозь отверстия Ø 12 мм. будет проходить штанга, а к отвестиям Ø 5 мм. будет крепиться выпускной клапан. Вернее, он будет крепиться не к отверстию, а к уголку с этим отверстием. Ну, вы поняли. Вторая полка уголков обрезается, оставляя только отверстия для крепления к основанию. 
К крайним отверстиям уголков с отверстием Ø 12 мм. припаиваются гайки М4. 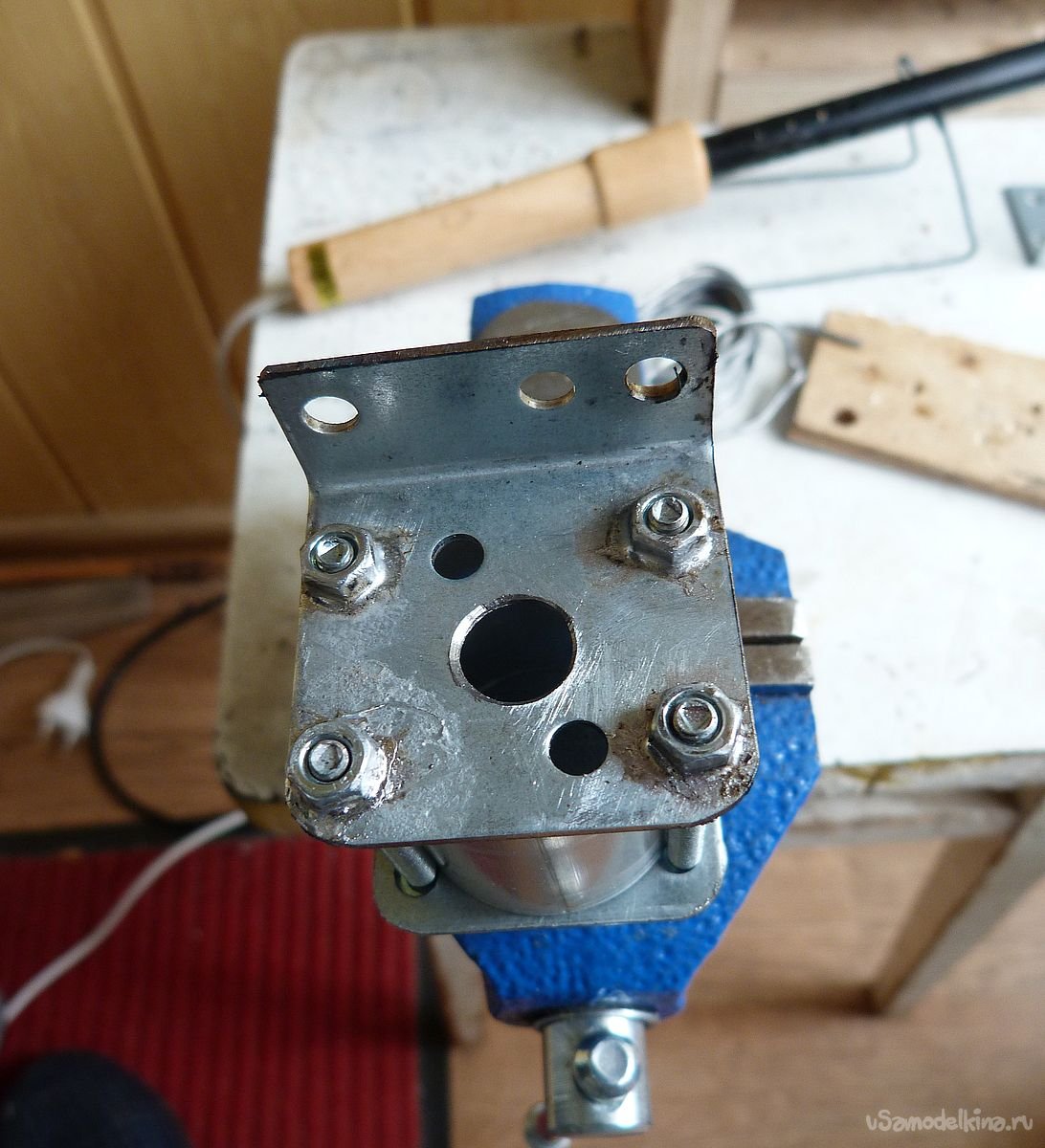 а в уголках с центральным отверстием Ø 5 мм. по центру, припаиваются обрезанные колпачки для ниппеля,
а в уголках с центральным отверстием Ø 5 мм. по центру, припаиваются обрезанные колпачки для ниппеля, 

и запаиваются отверстия которые будут находится внутри цилиндра. 
Все детали и узлы готовы. Приступаю к сборке.
Штанга продевается в центральные отверстия в уголках, и к ней винтом М4 с потайной головкой прикручиваются поршни с мембраной. Устанавливаю мембрану чтобы лепестки перекрывали отверстия в поршнях. Надеваю на поршни цилиндры, обильно смазанные с внутренней стороны силиконовой смазкой, и винтами М4 х 40 с прессшайбой прикручиваю вторую пару уголков, зажимая цилиндры между уголками. Главное, не забыть между второй парой уголков и цилиндрами проложить прокладку, вырезанную из той-же силиконовой плёнки. ШПГ готова. Так увлёкся, что забыл зафиксировать процесс на фото. Но, думаю, что и так всё понятно.
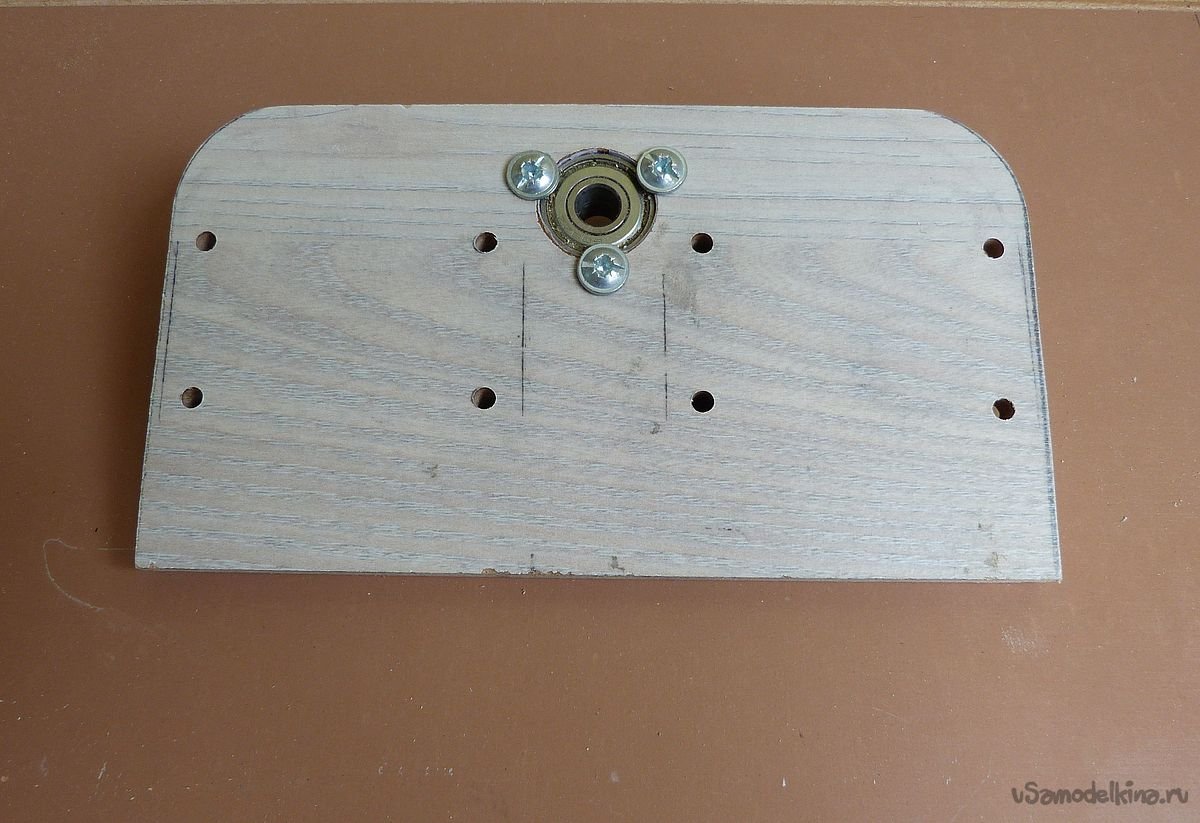
Основание, к которому всё это будет крепиться, вырезается из ламината, благо, после настилки пола, осталось много обрезков. Поскольку кривошип планируется устанавливать на два подшипника, к тыльной стороне, согласно чертежу, приклеивается дополнительная пластинка ламината для увеличения толщины. В основании просверливается отверстие Ø 22 мм. которое будет служить гнездом для подшипников. В отверстие вставляются подшипники, и фиксируются тремя винтами М4 с прессшайбой. 


 В подшипники вставляется кривошип, и с тыльной стороны фиксируется втулкой. Втулка изготовляется из обыкновенной гайки М8, у которой высверлена резьба и на одной грани высверливается отверстие Ø 3,3 мм. и нарезается резьба М4 для установочного винта. Вот этим установочным винтом втулка и крепится к валу кривошипа.
В подшипники вставляется кривошип, и с тыльной стороны фиксируется втулкой. Втулка изготовляется из обыкновенной гайки М8, у которой высверлена резьба и на одной грани высверливается отверстие Ø 3,3 мм. и нарезается резьба М4 для установочного винта. Вот этим установочным винтом втулка и крепится к валу кривошипа.
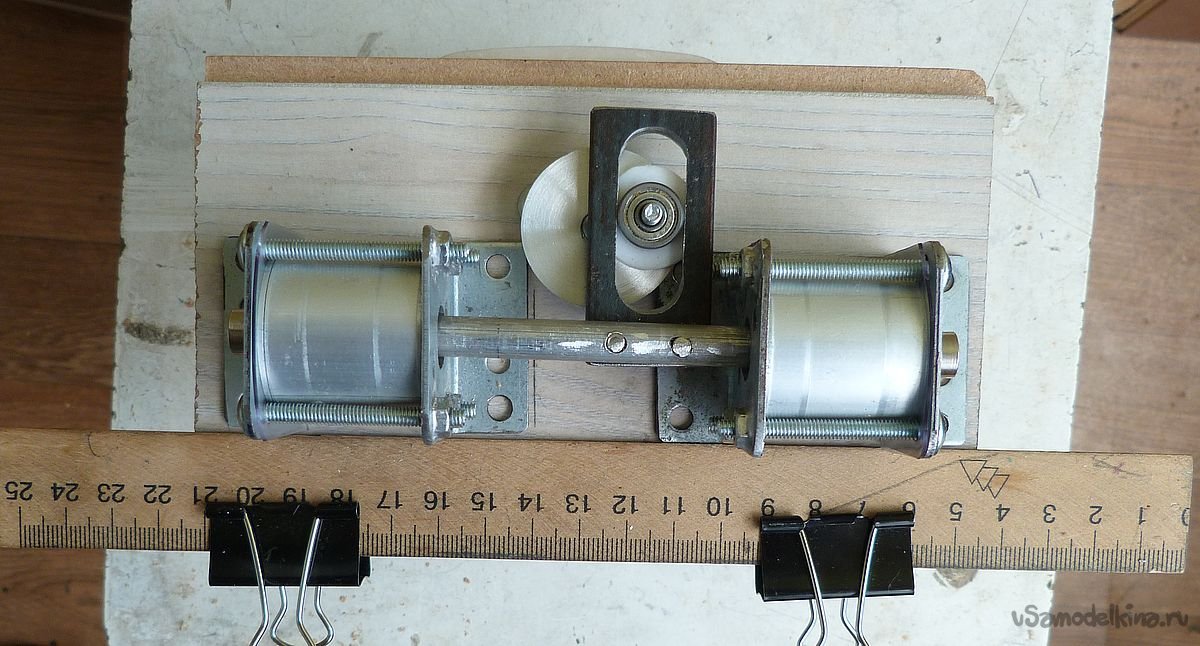
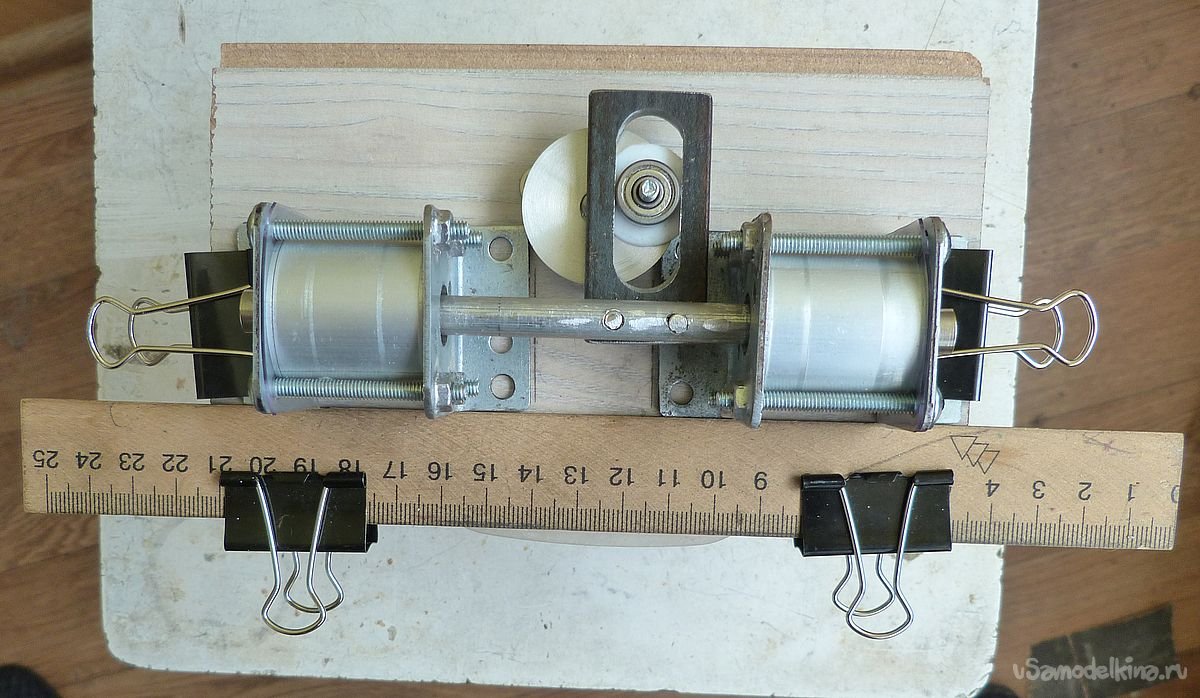
Устанавливаю вторичный вал кривошипа (подшипник) в верхнее положение,  и прикладываю собранную ШПГ. По линейке выравниваю уголки и фиксирую линейку прищепками.
и прикладываю собранную ШПГ. По линейке выравниваю уголки и фиксирую линейку прищепками.  Устанавливаю подшипник в нижнее положение. Если линейка остаётся на месте, а она остаётся, всё в порядке.
Устанавливаю подшипник в нижнее положение. Если линейка остаётся на месте, а она остаётся, всё в порядке. 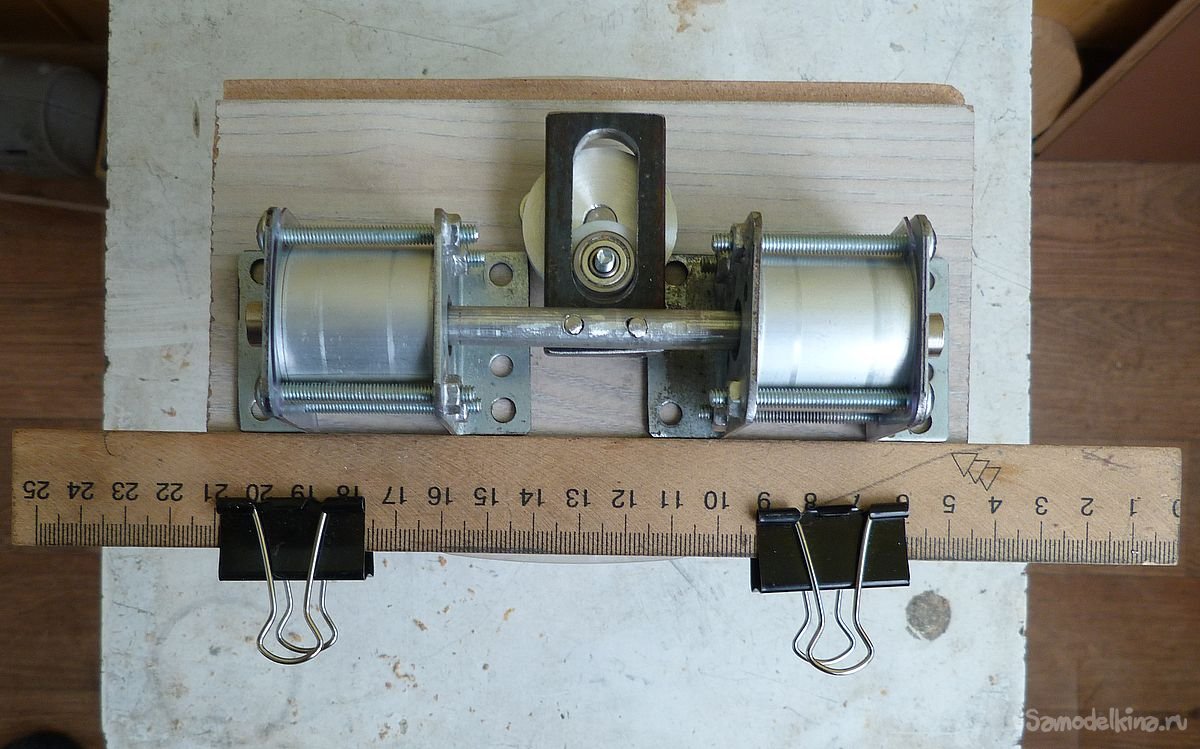 Можно приступать к разметке по горизонтали. Устанавливаю подшипник в крайнее левое положение. Сдвигаю левый поршень до упора поршня в уголок, и карандашом отмечаю границы установки уголков. Произвожу те-же операции с правым поршнем.
Можно приступать к разметке по горизонтали. Устанавливаю подшипник в крайнее левое положение. Сдвигаю левый поршень до упора поршня в уголок, и карандашом отмечаю границы установки уголков. Произвожу те-же операции с правым поршнем. 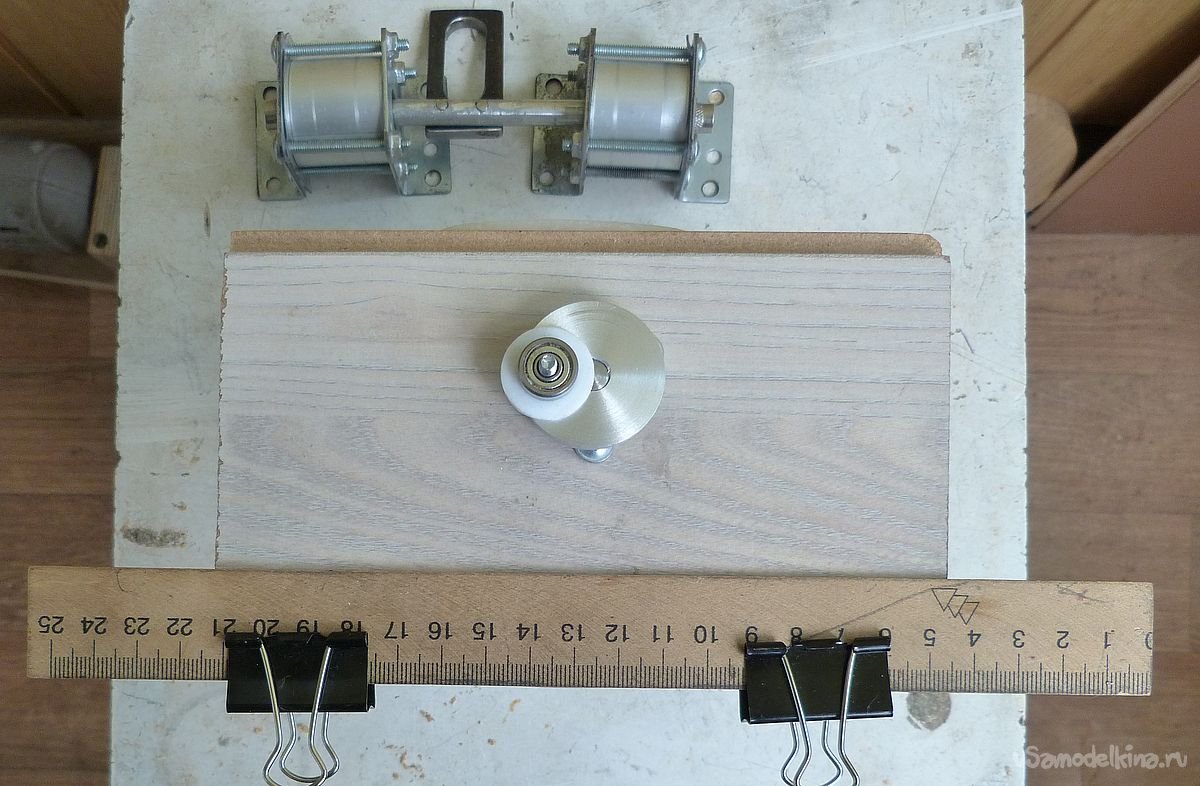
 В результате получаю на основании 4 риски. Сдвигаю левый цилиндр от риски на миллиметр влево, и намечаю отверстия. Правый цилиндр сдвигаю соответственно на миллиметр вправо, и так-же намечаю отверстия. Просверливаю отверстия сверлом 5 мм. для возможности корректировки положения поршней.
В результате получаю на основании 4 риски. Сдвигаю левый цилиндр от риски на миллиметр влево, и намечаю отверстия. Правый цилиндр сдвигаю соответственно на миллиметр вправо, и так-же намечаю отверстия. Просверливаю отверстия сверлом 5 мм. для возможности корректировки положения поршней. 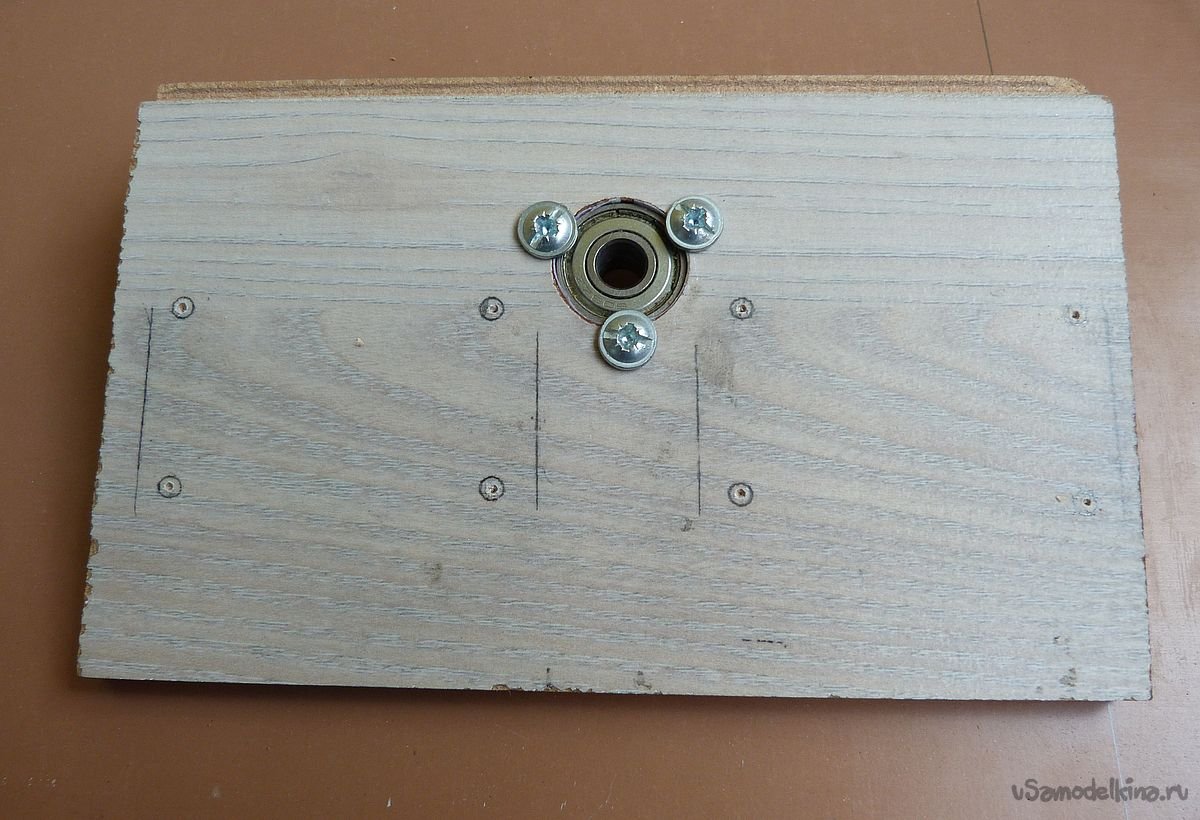
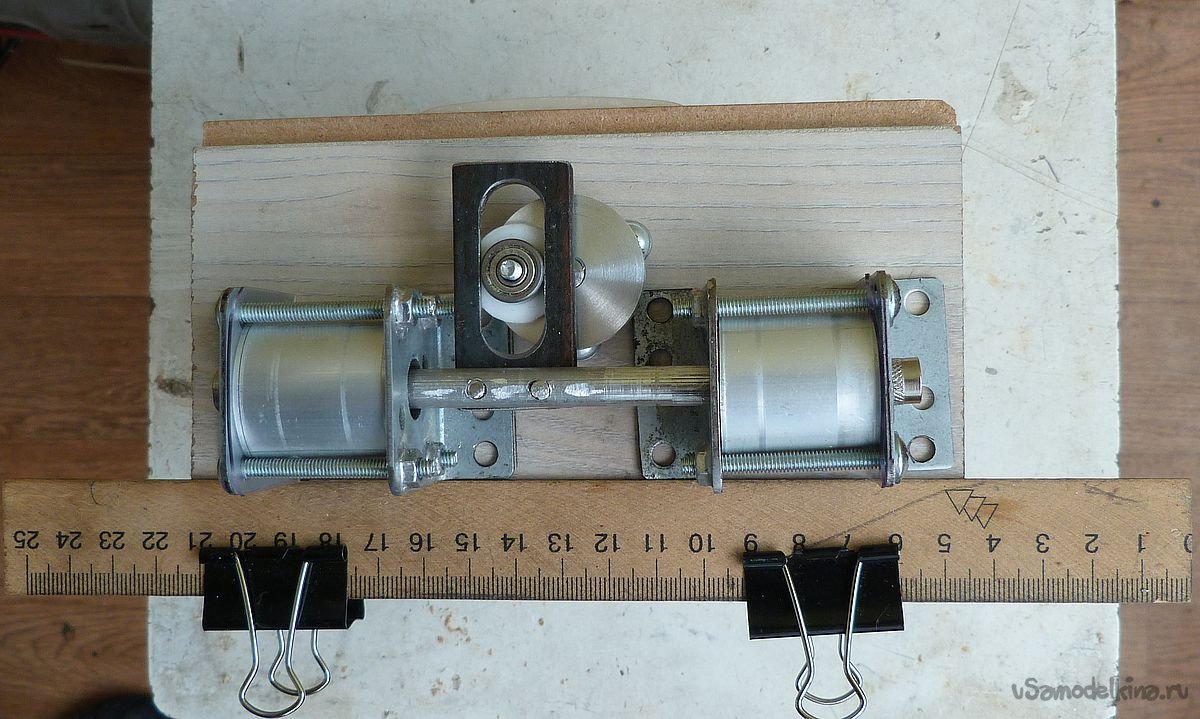
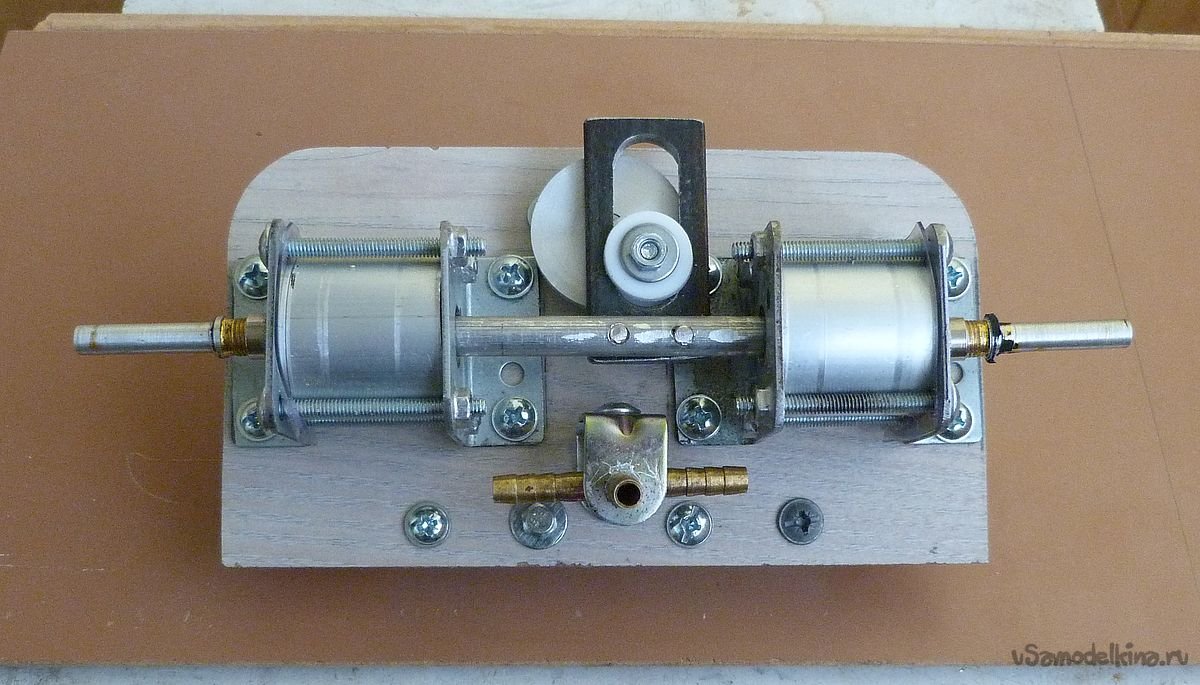
 Прикручиваю уголки к основанию. Так-же, на основании просверливаю отверстие для установки тройника.
Прикручиваю уголки к основанию. Так-же, на основании просверливаю отверстие для установки тройника. 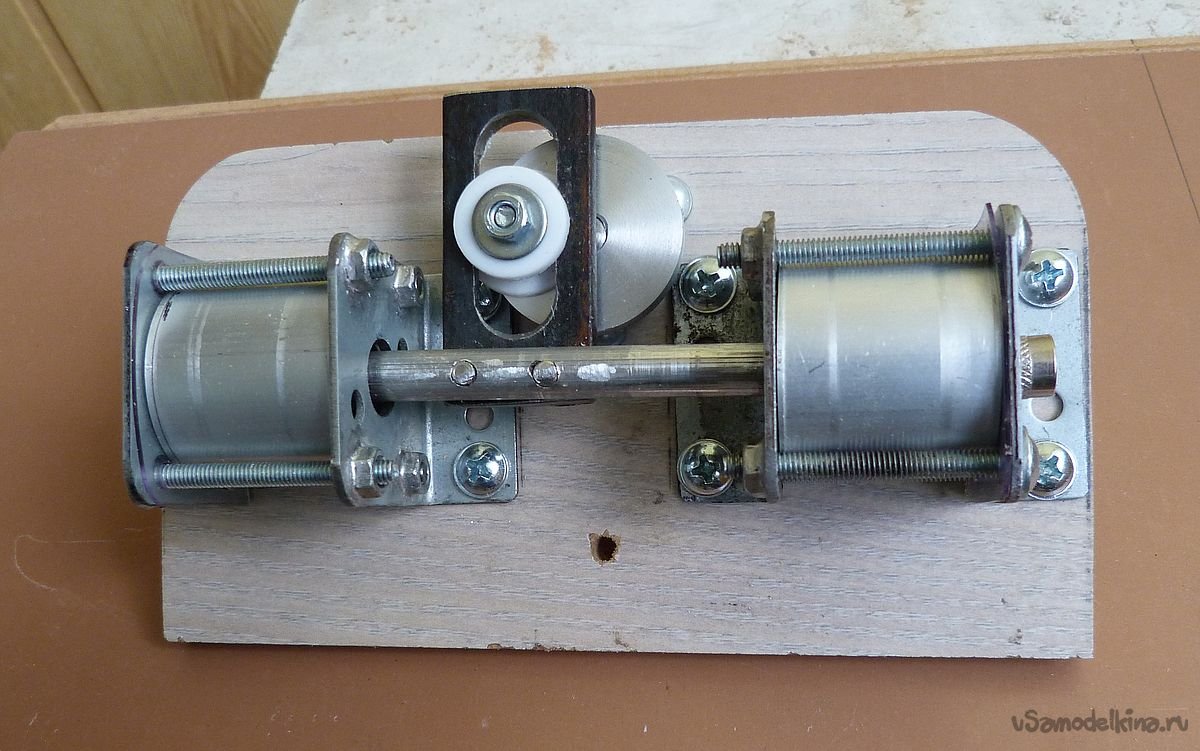
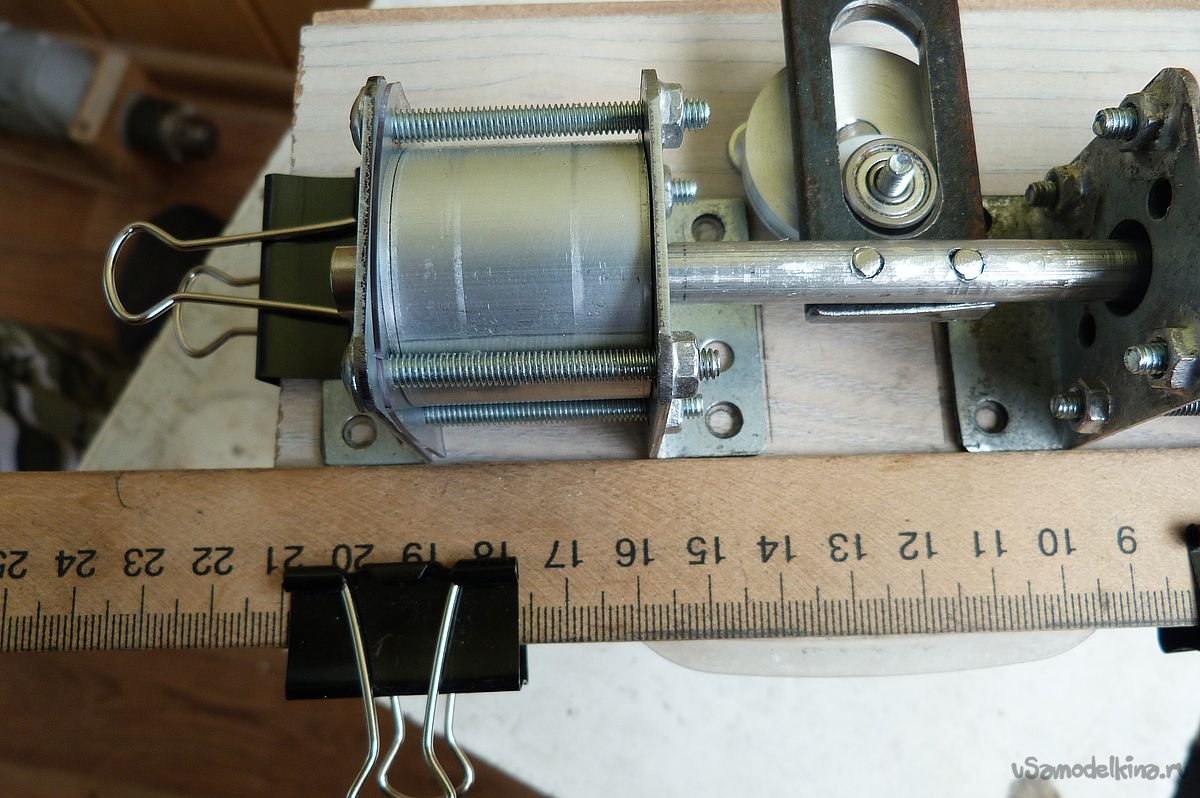
Закрепив вал кривошипа в патроне дрели, ослабляю на 1 - 1,5 оборота винты, которыми крепятся цилиндры к уголкам, и включив дрель, эти винты, при работающем кривошипе, постепенно затягиваю. Это делается для точной центровки цилиндров.
Настало время заняться тройником и выпускными клапанами.
Тройник устанавливается на два крепёжных уголка 20х20х16 мм. В одном уголке одно отверстие рассверливается сверлом 6 мм. для установки тройника, а к другому уголку припаивается гайка М4 для соединения уголков между собой. В рассверленное отверстие впаивается тройник, уголки скрепляются в виде буквы "П" и винтом М4 крепятся к основанию. 
 Так-же к основанию, винтами М4, крепится алюминиевый уголок 15х15х100 для установки площадки.
Так-же к основанию, винтами М4, крепится алюминиевый уголок 15х15х100 для установки площадки. 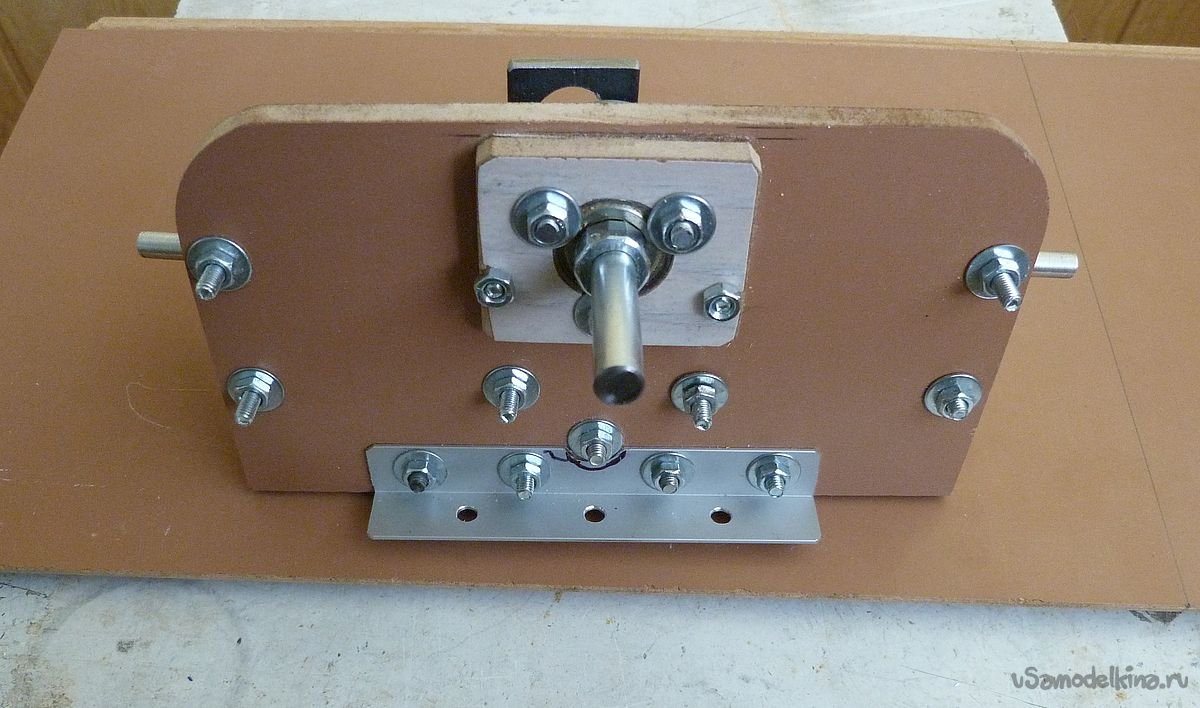
Выпускные клапана изготовляются из ниппелей/вентилей для шин. Лучше всего вырезать их с убитой камеры, но таковых под рукой не оказалось, а бегать по шиномонтажкам возраст не позволяет. Посему пришлось заказать в тырнет-магазине. Вся беда в том, что ниппеля там продаются только для бескамерных шин, а они, блин, залиты резиной, которая очень хреново удаляется.  И к тому-же оказалось, что они ещё и алюминиевые. Переживём и это. Ножом срезаю резину.
И к тому-же оказалось, что они ещё и алюминиевые. Переживём и это. Ножом срезаю резину.  Ещё одна неприятность, это то, что золотники идущие в комплекте, для клапанов не годятся. Вернее, они бы годились, если бы из них удалось выколупать пружинку. Но мне это не удалось никаким каком. Посему покупаю длинные золотники, у которых пружинка снаружи.
Ещё одна неприятность, это то, что золотники идущие в комплекте, для клапанов не годятся. Вернее, они бы годились, если бы из них удалось выколупать пружинку. Но мне это не удалось никаким каком. Посему покупаю длинные золотники, у которых пружинка снаружи.  Заодно и нормальные латунные колпачки, которые и припаивал к уголкам.
Заодно и нормальные латунные колпачки, которые и припаивал к уголкам.
Как оказалось, длинные золотники можно использовать и не удаляя пружинку. Они прекрасно продуваются ртом. Но, всё же пружинку удаляю, заодно откусывая шток на котором она установлена.  Делается это с целью уменьшения длины выпускного клапана. Ну, зачем мне трубка, торчащая на 5 см.? Теперь, замерив глубину, обрезаю ниппель до желаемого размера.
Делается это с целью уменьшения длины выпускного клапана. Ну, зачем мне трубка, торчащая на 5 см.? Теперь, замерив глубину, обрезаю ниппель до желаемого размера.  Вкручиваю в него обрезанный золотник, и вкручиваю в припаянные колпачки на уголках.
Вкручиваю в него обрезанный золотник, и вкручиваю в припаянные колпачки на уголках.
Вот и всё. Компрессор готов! 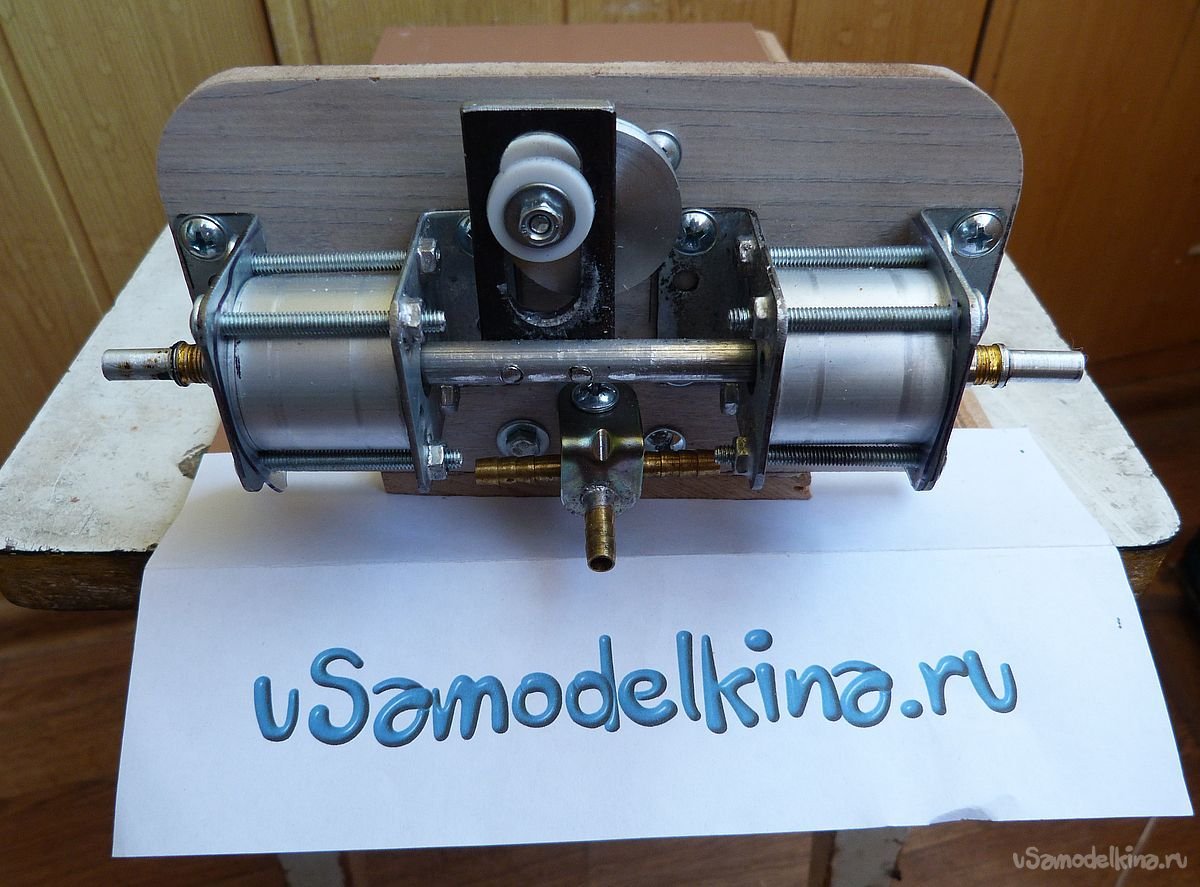
Ах, да... ещё нужно прикрутить площадку к основанию для сопряжения компрессора с дрелью,  и надеть трубки соединяющие выпускные клапана с тройником.
и надеть трубки соединяющие выпускные клапана с тройником.
Изначально задумывалось использовать мотор 775 12в от шуруповёрта. Но, как понизить обороты с 12000 до одной тысячи, та ещё задачка. Посему не мудрствуя лукаво, в качестве привода использую дрель. 

Ролик с демонстрацией находится ТУТА.
Ведь существуют насадки для дрели и ножницы, и фрезер, и лобзик, и сабельная пила, и помпа, и много ещё. Почему бы не быть и насадки-компрессор? Это новое слово в науке и технике:)
Благодарю за внимание.

