


Самодельная печь для фьюзинга из электрической конфорки хороша многим, но в имеющейся конфигурации были два очень серьезных недостатка. Печь, даже в утепленном варианте имела довольно большие потери излучением (при высоких температурах), это не позволяло делать правильный отжиг спекшихся деталей – стекло после печи имело значительные внутренние напряжения. Это приводило к повышенному браку. Часто детали лопались при пайке (монтаже их средствами витражной техники Тиффани).
Второй момент – большое неудобство, впрочем, сугубо организационного смысла. Управление ходом сплавления вручную по таймеру. При этом, оператор был привязан к печи часами. Пропустив важный момент, можно было запросто испортить ценную заготовку. Применение недорогого программируемого промышленного контроллера китайского производства позволило нейтрализовать оба недостатка и сделать работу максимально простой и технологичной, вида – положил-включил-завтра забрал готовое.

Фото 1
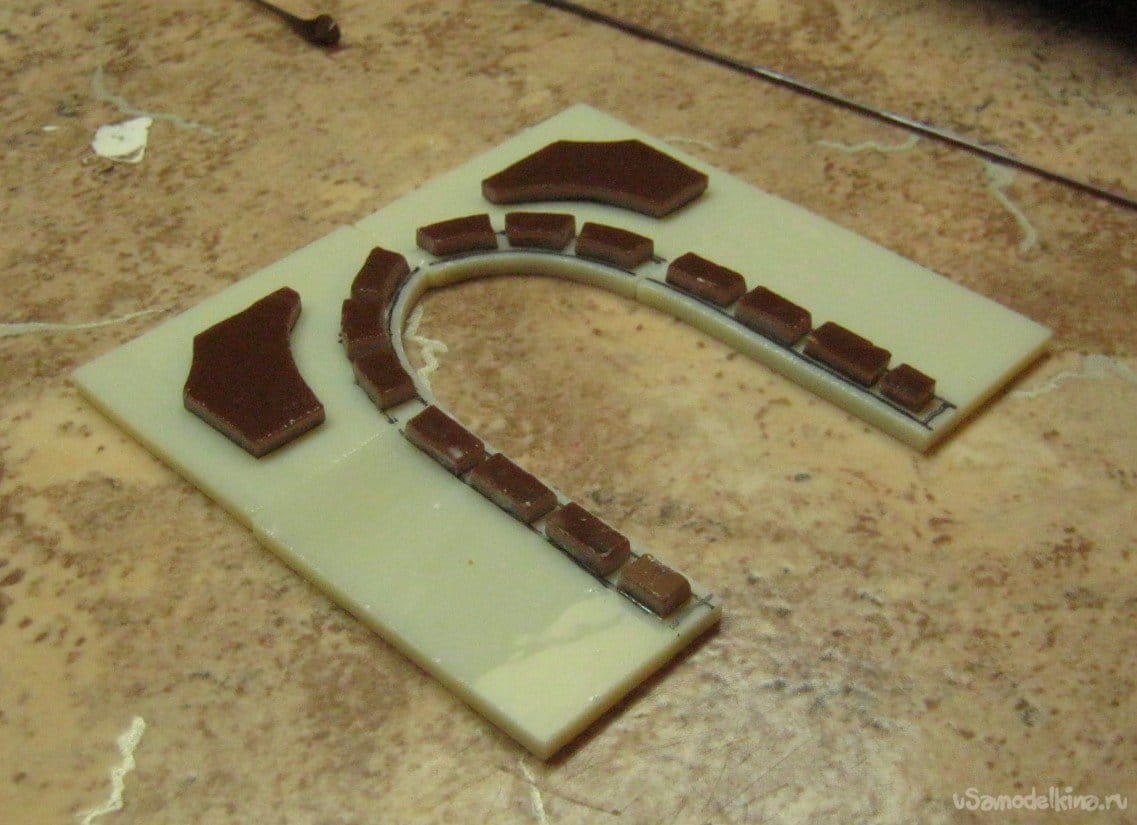
Фото 2

Фото 3. Пример деталей выполненных в технике фьюзинг, в описываемой печи. Фото 1,2 – заготовки; фото 3 – готовые детали, установленные в витражный абажур светильника.
В целом, весь процесс сплавления стекол должен подчиняться определенной сложной зависимости время-температура. Часто ее называют термопрофилем.
Экспериментально выстраданный термопрофиль стекла для фьюзинга Spektrum, получившийся в авторской печи, где: r – скорость изменения температуры. Нарисован несколько не в масштабе.
Рассмотрим первую причину предыдущих периодических неудач – плохой отжиг. Здесь виновата низкая тепловая инерционность печи – легкие огнеупоры ограждения рабочей камеры быстро нагреваются и быстро же остывают, в то время как для снятия напряжений в стекле, нужна не только выдержка при определенной, зависящей от сорта стекла, температуре, но и очень низкий темп остывания. Не менее чем (градусов/сек). А при выключении нагревателей печи, получалось более чем (тех же градусов/сек). Потому и частый брак. То есть, регулирование осуществлялось вручную – включить/выключить печь, включил – она нагревается со своим, ей угодным темпом, выключил – так же остывает. И если темп нагрева (тоже важно) можно замедлить, включив последовательно с нагревателем печи дополнительное сопротивление (разумно снизить мощность нагревателя внутри рабочей камеры), то снизить темп остывания, можно только изменив конструкцию печи. Утяжелив нагреваемую массу. Простой термоконтроллер занят только скорейшим достижением и точным поддержанием выбранной температуры и только. Все эти ваши темпы, не его задача. Вот и оставались напряжения внутри готовой детали – иногда чуть тронь и а-га. Более того, даже если сделать толстый муфель, остывание не будет равномерным – от 550 до ~300°С все равно печь будет остывать быстрее, чем от тех же 300 до комнатной температуры – потери на излучение.

Простой температурный ПИД-контроллер задействованный в первой ипостаси печи. Умеет только точно удерживать выбранную температуру. Делает он это хорошо, молодец, но в данном применении этого мало.
Применение программируемого термоконтроллера, способного самостоятельно поддерживать внутри печи нужный термопрофиль, кроме полной автоматизации – смены температур в нужный момент, вполне решает и описанную задачу. То есть, скорость изменения температур (и ее постоянство) задается и очень точно контролируется. По крайней мере, те, которые способна обеспечить печь. Наши две главные скорости – первоначального нагрева и остывания в конце процесса удается задавать и регулировать в нужных пределах в полной мере. То есть в простой, легкой (масса) и недорогой печи из современных огнеупорных материалов, например «керамического одеяла», можно создать условия остывания как в массивной из сплошного шамота. Более того, в течение одного непрерывного процесса, можно запрограммировать их разными (например - r2 и r3, см. термопрофиль выше). Это упрощает, удешевляет, облегчает и в то же время расширяет. Очень.
Что было использовано при работе
Кроме собственно, улучшаемой печи и нового контроллера, пригодились – набор инструментов для электромонтажа, в том числе паяльник с принадлежностями, мелкий слесарный инструмент. Для настройки и опытов - таймер-секундомер, ИК пирометр, самодельный полярископ (стрессомер). Опыты производились с образцами художественного стекла для фьюзинга.
Новый контроллер

Термоконтроллер Altec-pc410, способен обеспечивать сложный температурный процесс по заданному термопрофилю. Применяется в основном в паяльных станциях для монтажа BGA микросхем.
В качестве «Большого Брата» выбран термоконтроллер Altec-pc410 китайского производства. Его основная специализация – применение в BGA паяльных станциях. Микросхемы такого типа имеют контактные площадки для пайки, на дне и микросхема при монтаже греется насвозь. Сверху. Это обуславливает точное слежение за температурами и контролируемую скорость их нарастания во избежание термоудара. В отличие от множества аналогов, например популярного «печного» ОВЕНа-251, здесь задается не время на каждый шаг программы, а именно скорость нарастания, как параметр более значимый и информативный для помянутой пайки. Но для работы со стеклом это также удобнее! К тому же Altec имеет больше памяти (программ) и стоит, более чем в два раза дешевле отечественного. К минусам его, следует отнести менее наглядную индикацию, без вычерченной кривой со светодиодиками, передняя панель Altec кажется более сложной, без мнемосхем, а поскольку пользуются фьюзинг-печами в основном барышни, это серьезное препятствие. Впрочем, программируется элементарно. Пользоваться еще проще.
Подключение
Здесь, термоконтроллер, для проверки был подключен на живую нитку к старому блоку управления. Вместо контроллера обычного, однотемпературного, не программного. Контроллер не установлен в корпус как положено – это только проверка работоспособности прибора и идеи. В дальнейшем, контроллер будет работать с новой, несколько большей печью, в своей коробке, с трехфазной нагрузкой.
Управляющий выход прибора подключен к имеющемуся тиристорному ключу, на вход подан сигнал с заделанной в печь термопары К-типа (хромель-алюмель). Устройство дополнительно требует две внешних кнопки «Пуск» и «Стоп». Причем, контакты «Пуск» должны быть замкнуты все время выполнения программы.
В предыдущем варианте для некоторого снижения темпа нагрева, последовательно с нагревателем печи было включено внешнее сопротивление – масляный нагреватель 2кВт.

Теперь его можно не использовать – на задней стенке блока удалена розетка для его подключения, изменена коммутация. При этом повышается, и изрядно, КПД печи – убираются потери электричества на радиаторе. Всё в дом.


Программирование
Следует понимать, что существует не один вариант описываемого прибора – т.н. «исполнения», вполне могущие отличаться в незначительных деталях. Общий принцип, однако, един.
Первоначальное конфигурирование
Прибор в принципе универсальный и перед работой следует его сконфигурировать - включить нужные функции, ограничить их в нужных пределах, отключить ненужные, изменить некоторые параметры для удобной работы в конкретном применении.
Прибор предназначен для работы в составе паяльного оборудования. Максимальная температура при этом - 400°С. В фабричной конфигурации контроллер работает в этих пределах.
Итак. Для входа в меню параметров конфигурации следует нажать и удерживать более 3 сек. клавишу PAR/SET, найти параметр SP h и установить его нужное значение. В данном случае, хотя бы 800°С.
Программирование термопрофиля
Здесь все очень просто. Приведу наглядную памятку, с лицевой панели разрабатываемого блока управления.
То есть программа состоит из нескольких шагов, каждому шагу соответствует три параметра: L- нужная температура; d – время ее удержания; r – скорость ее нарастания. Ага – раз-два-три, раз-два-три, раз-два-три… Остальное очевидно.
Выводы
Получилось чудо как хорошо! Однажды настроенная печь работает исключительно без малейшей мороки и вполовину экономнее. Спекание превратилось в удовольствие.

Передняя панель при некоторой привычке показалась вполне информативной и понятной. Даже при беглом взгляде легко понять, какой момент отрабатывает программа.
Очень хотелось связать контроллер с компьютером. Возможность такая есть, но оказалось – совершенно незачем. Блажь и только. Легко программируется и без компьютера. Один раз. Потом только вызывается нужная программа из памяти. Более того, все программное обеспечение (есть несколько вариантов) для РС-шника, тоже для пайки – до 400°С. Ну да и черт с ним.
Babay Mazay, ноябрь, 2019 г.
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.


