



Не всегда и не везде хорош принцип «выше-быстрее-сильнее» - и в домашней мастерской случаются задачи для миниатюрного инструмента. Взять те же горелки. В большинстве случаев безусловное – Больше!, Мощнее! но точная пайка мелочей твердым припоем, но работа с электролизером небольшой мощности, ювелирное дело, работа со стеклом. Здесь, речь пойдет именно о стеклодувном применении небольшого стационарного электролизера.
Стеклянное приборостроение и кустарное электровакуумное производство подразумевают, в том числе и высококачественное спаивание нетолстого стекла. Обычно, такие работы выполняются в пламени настольных или ручных стеклодувных горелок. Газо-воздушных или газо-кислородо-воздушных, при этом, надежное герметичное спаивание стекла требует изрядной квалификации стеклодува. Применение для такой работы кислород-водородной горелки усложняет оборудование но резко упрощает процесс и существенно повышает качество спаев, выполненных даже малоопытным стеклодувом.
Кислород-водородный факел очень горячий и жёсткий. Стекло он расплавляет быстро и до совершенно жидкого состояния. В стеклодувном деле гремучий газ удобен или как высококалорийная добавка к газовоздушным горелкам, или в виде самостоятельного факела очень маленького размера, еще не продавливающего, не разбрызгивающего стекло. Такая горелка с микросоплом, а речь идет о диаметрах от 0,1 мм, может преотлично питаться гремучим газом от простого электролизера относительно небольшой настольной мощности. В комплекте с простой «подогревной» горелкой с широким мягким низкотемпературным пламенем (газовоздушная - инжекционная, радиационная), для первичного разогрева стеклянной работы и предотвращения термоударов, микрогорелка на гремучем газе позволяет легко и с высоким качеством спаивать даже довольно крупные детали.
Микрогорелки с электролизерами используются традиционно и, как правило, вынуждено. У аппаратов небольшой мощности, производительности хватает только на них. Обычно, в качестве сопла для такой горелки используется игла от медицинского шприца – выбор объяснимый легкодоступностью, но неважный в теплотехническом смысле. Игла шприца – тонкостенная трубочка из плохо проводящей тепло нержавеющей стали. Малейший локальный перегрев и она оплавляется кислород-водородным пламенем. Напротив, в качестве сопла для такой горелки следует предпочесть толстостенный капилляр из медных сплавов. В крайнем случае, иглу можно обмотать нетонкой медной проволокой и тщательно пропаять серебром.
Медные или латунные капилляры, диаметром от ~0.15 мм сейчас вполне доступны, но еще один несложный вариант изготовления микросопла – сверление. Теория говорит - для достижения спокойного ламинарного потока газа и выраженного иглоподобного факела, длина сопла должна быть не короче 3…5 её диаметров. Так, для диаметра отверстия 0,3 мм, глубина сверления может быть всего 1 мм. Более того, тонкие глубокие отверстия могут представлять затруднения в эксплуатации – сложно прочищаться при неизбежных засорах. Практика показала – сверление неглубокого отверстия спиральным сверлом 0,3 мм. в бронзе и латуни, не представляет сложности. Сверла недороги и доступны.
Что потребовалось для работы.
Набор некрупного слесарного инструмента, мелочи. В работе использовался сверлильный станок, электролизер для пайки твердым припоем, УЗ мойка.
К делу.
Здесь, описано изготовление сменного наконечника с соплом для имеющейся микрогорелки. Для основания подобрал медную 7 мм трубку, аналогичную штатной. На трубке-заготовке уже имелся изгиб, хотя и выполненный не вполне хорошо – без внутренней набивки, а потому несколько сплющенный. Заготовка была признана удовлетворительной. Примерив и разметив, отрезал нужную часть роликовым резаком (Фото 2).

Фото 2. Резка трубки роликовым резаком.
Роликовый резак продавливает мягкую медь – для выравнивания образующегося сужения пришлось поработать круглым надфилем и наждачкой.
Для сопла подобрал латунную заготовку. Латунь, превосходный материал для такого применения – легко обрабатывается, хорошо паяется мягкими и твердыми припоями, имеет малый КТР (коэффициент термического расширения).
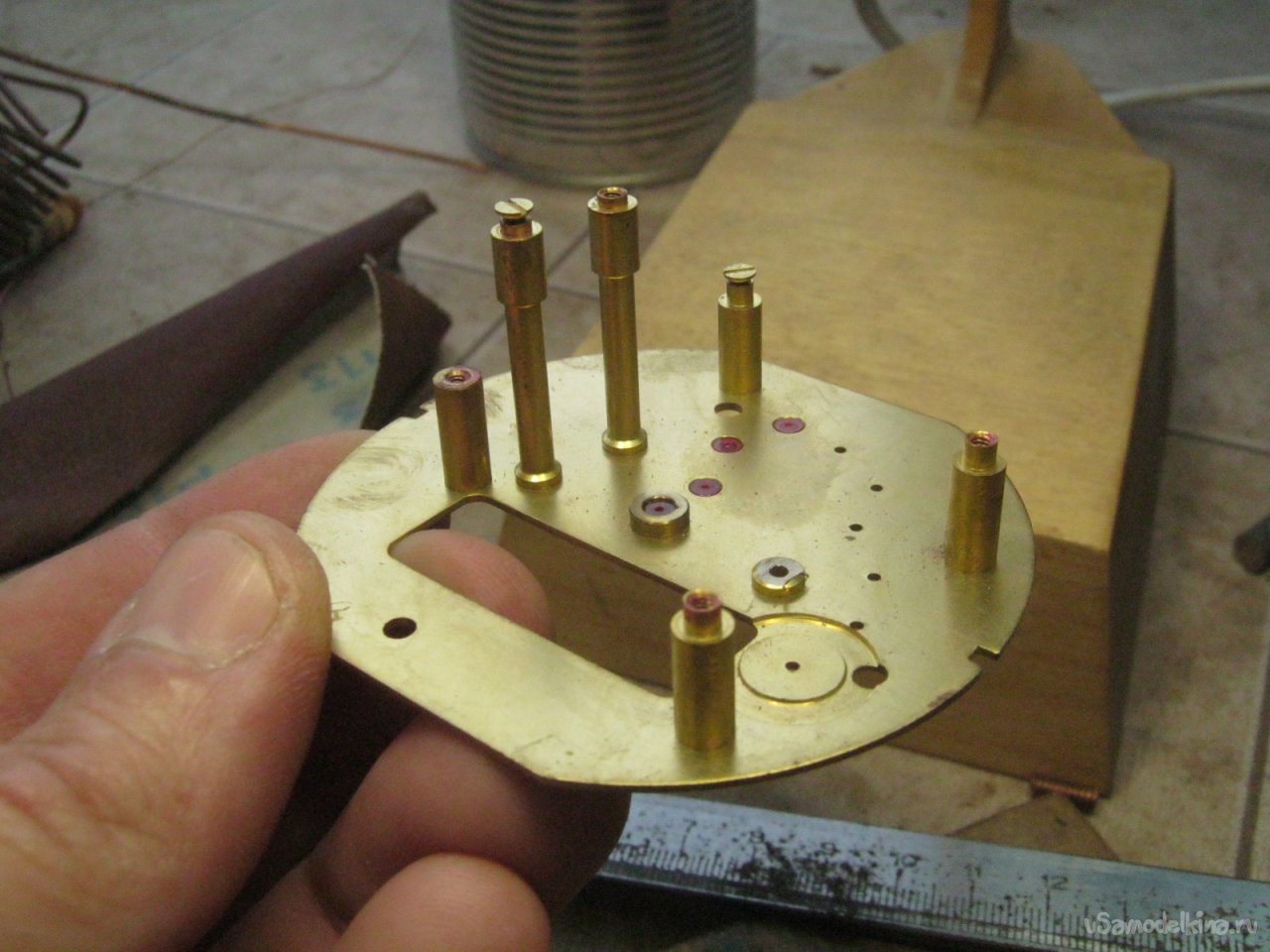
Фото 3. Заготовка сопла – латунная, запрессованная в плату, стойка от старого водяного счетчика.
Длинную стойку спилил у основания ювелирным лобзиком. Длинна – с запасом, для удобства предварительной обработки. Утолщенная часть с внутренней резьбой чуть великовата.
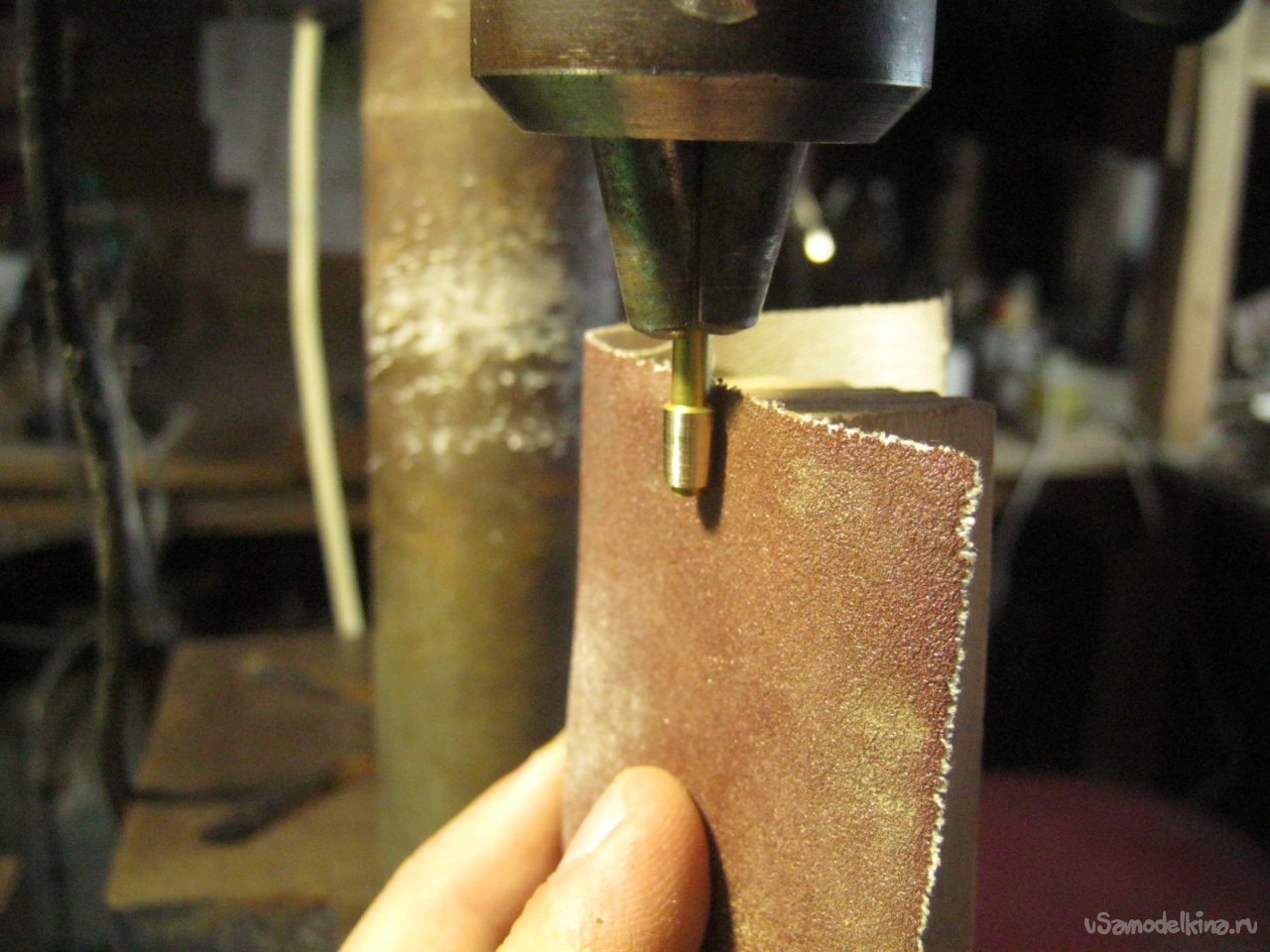
Фото 4. Подгонка толщины сопла до плотной его посадки в трубку-основание. В сверлильном станке.

Фото 5. Примерка заготовки сопла.

Фото 6. Обрезка технологической части заготовки. Длинна оставленного такая, чтобы полнотелого стержня (от внутренней резьбы М3) осталось 5…7 мм. С запасом. В работе снова ювелирный лобзик. Пилочка №4.

Фото 7. «Торцевание» заготовки сопла после пилки лобзика. В том же сверлильном станке, на кусочке наждачной бумаги положенной на березовый брусочек. Заодно и притупил острую кромку.

Фото 8. Нарочито примененная наждачка с относительно крупным зерном оставила круговые царапины, этакую мишень, облегчающую поиск центра. Вооружившись козырьком с лупой и хорошим светом, тюкнул керном.

Фото 9. Сверло Ø3 мм. зажал в миниатюрный патрон, заготовку сопла – в патрон сверлильного станка. Обороты средние. Сверление наоборот, неподвижным сверлом, позволяет относительно точно сделать соосное отверстие. Канавки на сверле невеликие, при работе нужно часто извлекать инструмент для удаления стружки. Случается удачно приобрести сверла несколько конической формы, особенно склонные ломаться. Отчасти помогает смачивание спиртом.
В ответственных случаях канал сопла следует отполировать, например, толстой ниткой натертой пастой ГОИ. В случаях особо ответственных, заднюю часть канала, примерно на ¾ делают еще и слегка конической, специальной разверткой. Практика однако показала, для гремучего газа и предложенных диаметров сопла, обычного сверления довольно вполне.

Фото 10. Просверленное сопло.

Фото 11. Изготовленное сопло на штатном месте. Рядом, слева, неудачный вариант с каналом из медицинской иглы. При пайке его закупорил избыток припоя.
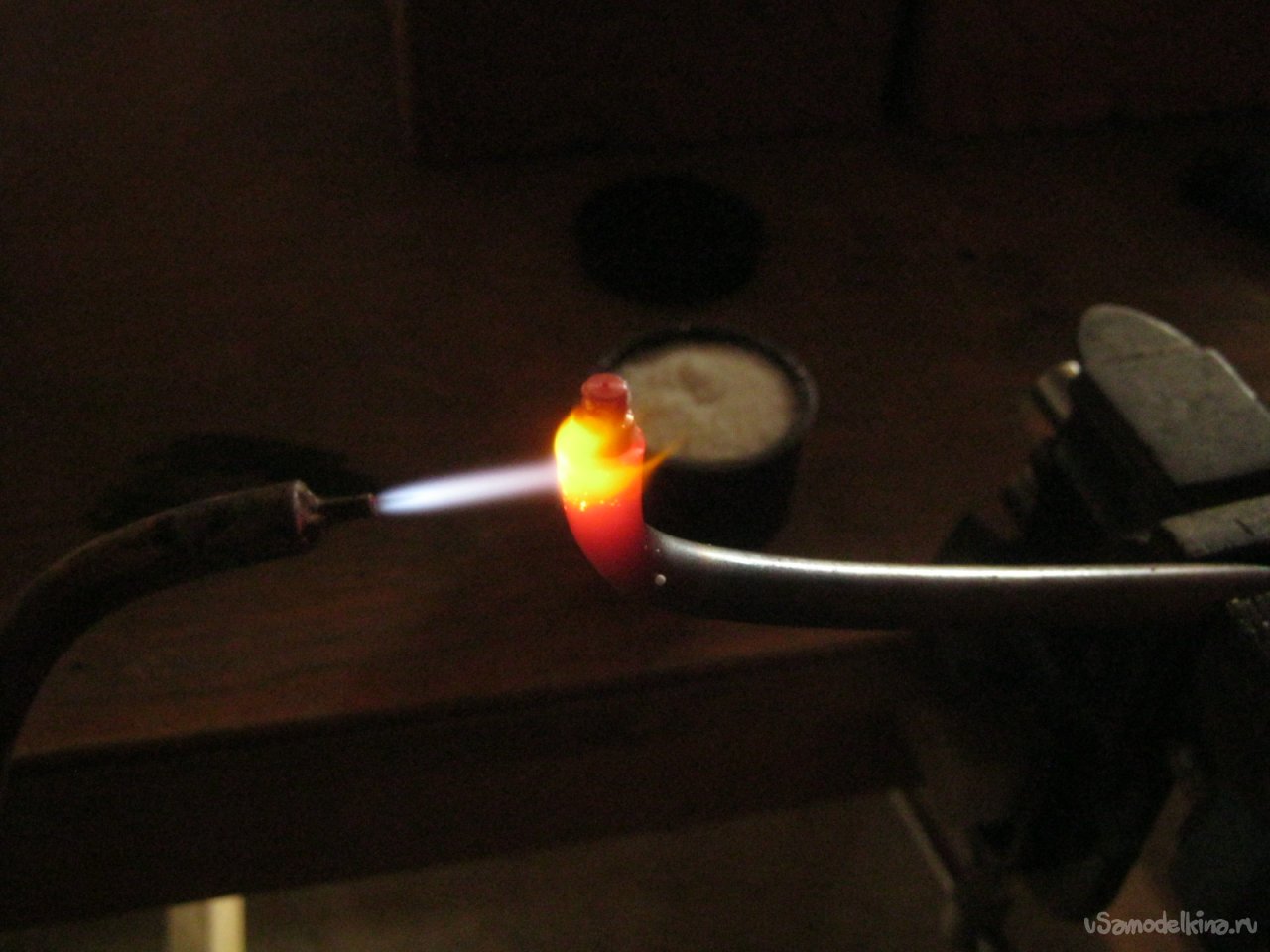
Фото 12. Пайка твердым, серебряным припоем. От пластинки фабричного ювелирного припоя ножницами отрезал полоску и зажал в обратном пинцете. Флюс – бура. Вносить ее удобно раскалив нетолстую стальную проволочину и макнув в порошок. Налипшую подплавленную буру перенес на раскаленные детали, убрав факел – сдувает. Нагревал место пайки гремучим газом из электролизера. Дидимовые стеклодувные очки защищают глаза и вырезают натриевое «содовое свечение» - место пайки хорошо видно.

Фото 13. Остывший спаянный наконечник отмыл от остатков стекловидной буры в сильно разбавленной серной кислоте. Для активизации процесса применил УЗ мойку. После кислоты – два цикла промывки в чистой воде.

Фото 14. Спаянные детали. Хорошо видно последствие маленькой аварии – подплавилась и осела медная трубка, сопло провалилось, хотя и не утратило функциональности. Не столь изящно как хотелось но удовлетворительно.

Фото 15. Подгонка основания наконечника к присоединительной законцовке. В сверлильном станке, средней наждачкой, с регулярными промерами штангенциркулем.

Фото 16. Впаивание подогнанного наконечника с соплом в законцовку. Применил мягкий безсвинцовый припой олово-медь-серебро и кислый флюс-пасту для огневой пайки. Нагрев обычной инжекционной горелкой на пропане. По остыванию – немедленная отмывка от остатков флюса в теплой воде. Сначала вручную, старой зубной щеткой, затем несколько циклов в УЗ мойке.

Фото 17. Готовый сменный наконечник с присоединительной законцовкой и накидной гайкой.

Фото 18. Два наконечника микрогорелки – старый, Ø 0,7 мм. из медного капилляра впаянного медно-фосфорным припоем, новый Ø 0,3 мм.

Фото 19. Вид на микрогорелку с новым наконечником и соплом 0,3 мм.
Фото 20. Факел горящего гремучего газа с соплом 0,3 мм. Горелка отрегулирована на самый малый, возможный до гашения, расход газа.

Фото 21. Работа сопла 0,3 мм, с самым большим, до срыва факела, расходом гремучего газа.
К слову, диаметр 0,3 мм. глубокого отверстия, теоретически, является «предельным» для гремучего газа – с таким соплом, до некоторой степени, можно быть уверенным в отсутствии обратного удара.
Babay Mazay, май, 2022 г.
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
