


При всякого рода работах со стеклом на горелках, не раз и не два вспоминал известную максиму о незыблемости сделанного временно - «на живую нитку». Со вздохом. Тяжелым. Известное дело – жгучее желание срочно попробовать новый прибор в работе толкает на самые простецкие решения, а потом как-то не до того, действует ведь, чего еще? Так и свои настольные стеклодувные горелки, соединял чем под руку подвернулось и если горелке малой нужно всего ничего – два шланга, то большая комбинированная многоножка (Фото 2) требует их целый пучок. Одного сжатого воздуха – три патрубка. Ну и кроме того, для полноценной стеклодувной работы нужно еще горелку ручную, а лучше две и простую горелку с широким мягким пламенем для подогрева. Словом – даже задействовать все это хозяйство частично - тройники, тройники…

Фото 2. Настольные стеклодувные горелки, малая – справа, большая – в руке.
Минздрав предупреждает (а значит вооружает) – соединение горелок случайными шлангами и на скорую руку – опасно для здоровья!
Словом, перед работами серьезными заставил себя все это добро собрать культурно, без (повертев в воздухе растопыренными пальцами) вот этого вот. Приговаривая, - «Надо Федя, надо!» порылся по ящикам и коробкам с медным и латунным хламом. В поисках заготовок. К этому времени конечно сформировалась и немудрящая концепция – дело известное – централизованные разветвители. Узкодлинные, обычной конструкции, коих пруд пруди, например, для водопроводных дел. Здесь - для карбюраторного газа (пары бензина получаемые по месту) и сжатого воздуха из компрессора. Карандашиком на клочке бумаги пересчитал потребители имеющиеся и перспективные, добавил по штучке выходов запасных. Кранов нет – все что нужно уже есть на самих аппаратах, незадействованные выходы гребенок – временно заглушить. Соединительный шланг принят нетолстый, силиконовый с внутренним диаметром 6 мм. В меру гибкий, с достаточным каналом, плотно налезает на бОльшую часть горелочных «ёлочек», как раз для отводов моих гребенок и подходящая медная трубка нашлась.
Что понадобилось для работы.
Кроме заготовок (см. текст) - набор некрупного слесарного инструмента, набор инструментов и материалов для конструктивной пайки.
Как было дело.
Для корпусов подобрал кусок трубки диаметром 15 мм – от медного водопровода, соединение – понятно - пайка, можно мягким припоем, годится и вульгарный ПОС-61 – давление невысокое, газы не слишком агрессивные. Больше всего пришлось повозиться с торцами корпусов – по одной заглушке и по одному входу. Медитация над ящиком со старым водопроводным хламом дала кандидата на «вход» (Фото 3).

Фото 3. Результат кастинга – старая гибкая подводка для бытового кухонного смесителя. Чем-то мне эта законцовка сразу понравилась, надо бы эту сову разъяснить…

Фото 4. Пришлось аккуратненько поработать ножовкой по металлу. Разогнув плоскогубцами разрезанную обойму для опрессовки и удалив ошметки шланга и брони добрался до сути – штуцер, чудо как хорошо подходящий под принятый шланг, с готовой «ёлочкой». Никелированная (хромированная?) латунь или бронза. Берём!

Фото 5. Кусок толстой трубки для корпуса разметил и накернил центры отверстий для регулярных отводов. Нарезал на потребные заготовки роликовым резаком.

Фото 6. Отверстия в корпусах просверлил на станке, сначала нетолстым сверлом в несколько миллиметров – толще, соскальзывает с разметки. Рассверлил в размер сверлом потолще, для плотной посадки отводов.

Фото 7. Конструкция отвода – его положение внутри корпуса. При незначительном дополнительном расходе трубки получаем устойчивое и однообразное положение деталей-патрубков во время ответственной операции - сборки – пайки. И без всякой оснастки.

Фото 8. Нарезанные тем же роликовым резаком «патрончики» - заготовки штуцеров-отводов. Две «блокфлейты» - заготовки корпусов гребенок.

Фото 9. Роликовый резак безусловно хорош своей мобильностью, карманностью, чем заслужил всемерное признание у монтажников трубопроводов. Весьма полезен и свойственный ему перпендикулярный рез, подобный «торцеванию» на токарном станке. Нехорош он принципом действия – не резка, но продавливание. На фото хорошо видно характерную завальцовку, сужающую и без того нетолстый канал патрубка. Пришлось зенковать.

Фото 10. Патрубки упирающиеся в противоположную стенку корпуса (Фото 7) хорошо и ровно стоят и не склонны к перекосам, но канал частично перекрывается. Для уменьшения сопротивления потоку – на внутренней части патрубка, на его стенках, пришлось сделать еще по четыре отверстия на все стороны. Тоже в два приема – сверлом потоньше и рассверлить Ø3 мм. Для бешеной собаки, сотня дырок не труд, даже говорить смешно.

Фото 11. Важный кандидат на затычки-заглушки. Бронзовый прут. Преотлично вошел, как раз с зазором для пайки. Поэт с опилками в голове (Вини-Пух) был бы доволен.

Фото 12. Заглушки.

Фото 13. Ключевой момент удачной пайки – хорошо зачищенные поверхности, словом – наждачки не жалеть. На фото - зачищенные некрупной шкуркой «флейты» - корпуса двух гребенок.

Фото 14. Патрубки благодаря своей нетолстости можно зажать в патроне электродрели, сверлильного станка или вот - шуруповерта. Тот переключен на повышенные обороты. Низ для пайки обработал наждачкой покрупнее, верх – отшлифовал мелкой, чтобы не было микроканалов под шлангом.

Фото 15. Детали гребенок подготовленные к сборке. Входные штуцеры-ёлочки зачищены аналогично - внутренними местами до бронзы.

Фото 16. Медная проволока для уплотнения входного штуцера – нетонкий обмоточный провод зачищенный крупной наждачкой от лаковой изоляции.

Фото 17. Уплотнение штуцера. Все зазоры между деталями должны быть весьма невелики, чтобы при пайке задействовать капиллярные силы затягивающие расплавленный припой внутрь.
Фото 18. Еще один важный фактор для удачной пайки – правильно подобранный флюс. На фото замечательный пастообразный вариант для огневой пайки, от тех же медных водопроводов. Кислый – требует немедленной отмывки, но отмывается водой и без труда. Предназначен для безсвинцовых припоев но хорошо работает и с обычным ПОС-61. Канифоль и производные при нагреве горелкой применять не стоит – вспыхивает и засаживает место пайки, затрудняя растекание припоя. Остатки удаляются плохо.
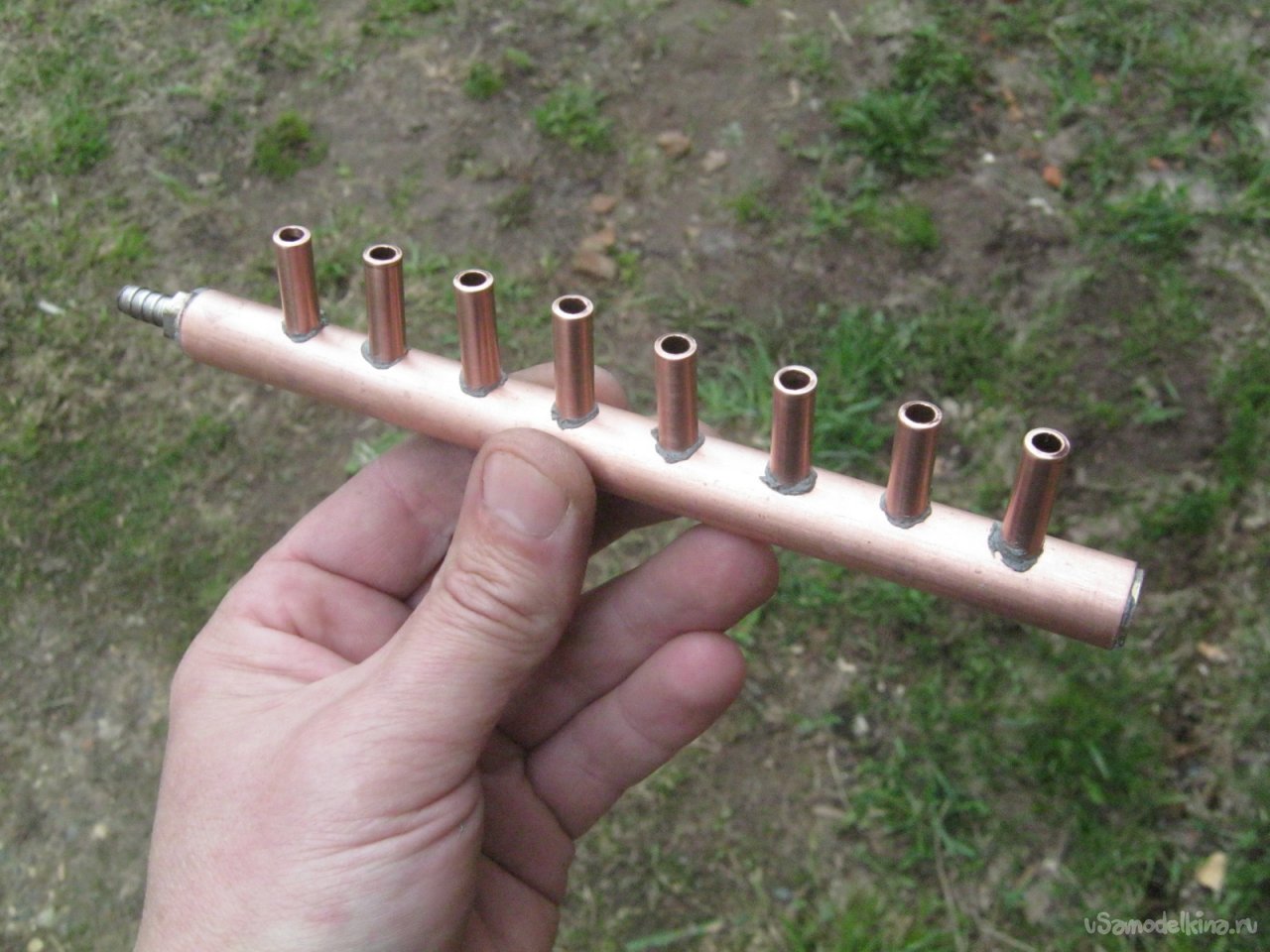
Фото 19. Гребенка в сборе – икебана и народ едины! С нанесенным флюсом, готова к пайке.

Фото 20. Работу зафиксировал в настольных тисках и последовательно прогревая небольшим пламенем ручной инжекционной горелки спаял. Флюс хорош еще и добавлением в состав крупинок припоя – это хороший индикатор – черный засеребрился – время вносить припой. Припой ПОС-61, в прутиках Ø3 мм без канифоли внутри. Для крупных работ он удобнее чем тонкий радиомонтажный – дает меньше окислов.

Фото 21. Спаянная работа.

Фото 22. Сразу после остывания железок – отмывка остатков кислотного флюса. Задействовал имеющуюся в хозяйстве ультразвуковую мойку. В горячей воде растворил немного кальцинированной соды – нейтрализация. Следом, промывка в чистой воде.

Фото 23. Готовая работа.

Фото 24.
Для крепления гребенок около рабочего места на деревянное основание, следует применить медные или латунные хомутики и не оцинкованные саморезы (гальваническая пара). Не используемые патрубки удобно заглушать недлинным отрезком шланга заткнутым стальным или стеклянным шариком или заплавленой короткой стеклянной трубочкой подходящего диаметра.
Babay Mazay, май, 2022 г.
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.


