


В аппаратах для точечной сварки, в том числе и относительно небольшой мощности, во вторичной низковольтной обмотке трансформатора протекают огромные токи. Любые и даже вполне невинные в обычных случаях, незначительные сопротивления в этой цепи – большие потери, местный нагрев, вероятный брак сварки. Лучше всего выполнить эту цепь максимально короткой, сплошной, проводом значительного сечения, идеально – тем же, каким и сделана обмотка, а к рабочим сварочным наконечникам припаять. В такой цепи будут наименьшие потери и лучшая надежность, однако, в эксплуатации конструкция будет удобной не вполне – наконечники со временем обгорают и требуют периодической правки, возможно, потребуются разной формы и размера; к одному сварочному аппарату может быть подключено несколько различных инструментов.
Итак, всё таки - соединение разъемное. Поскольку переключения здесь нечасты, применим клеммы простейшей конструкции – винтовые, но хорошие – значительного сечения и сжимаемой площади, из меди или ее сплавов. Соединения частей – пайкой. Покопавшись в ящиках с медным-латунным-бронзовым хламом подобрал и подходящие заготовки. Замечу, что не только токоведущие, но и все соприкасающиеся части клеммы должны быть из медных сплавов, применять обычный стальной или стальной оцинкованный крепеж, недопустимо – харам - гальваническая пара.
Что понадобилось для работы.
Кроме заготовок, пригодился набор некрупного слесарного инструмента, в том числе инструменты и материалы для огневой пайки – компактная горелка, флюс, припой. Инструменты для электромонтажа, мелочи.
К делу.
Для основной винтовой части клемм заготовкой принял имеющийся латунный пруток. Диаметр волевым усилием определен 10 мм, как раз нашлись и метчики-плашки. После грубых расчетов потребной длины винтов, прибавил и некоторый небольшой запас, отметил и нетолстым абразивным диском УШМ отрезал пару заготовок. Нужный для нарезания резьбы диаметр проточил в сверлильном станке, зачистным абразивным диском небольшой болгарки (Фото 2, 3).
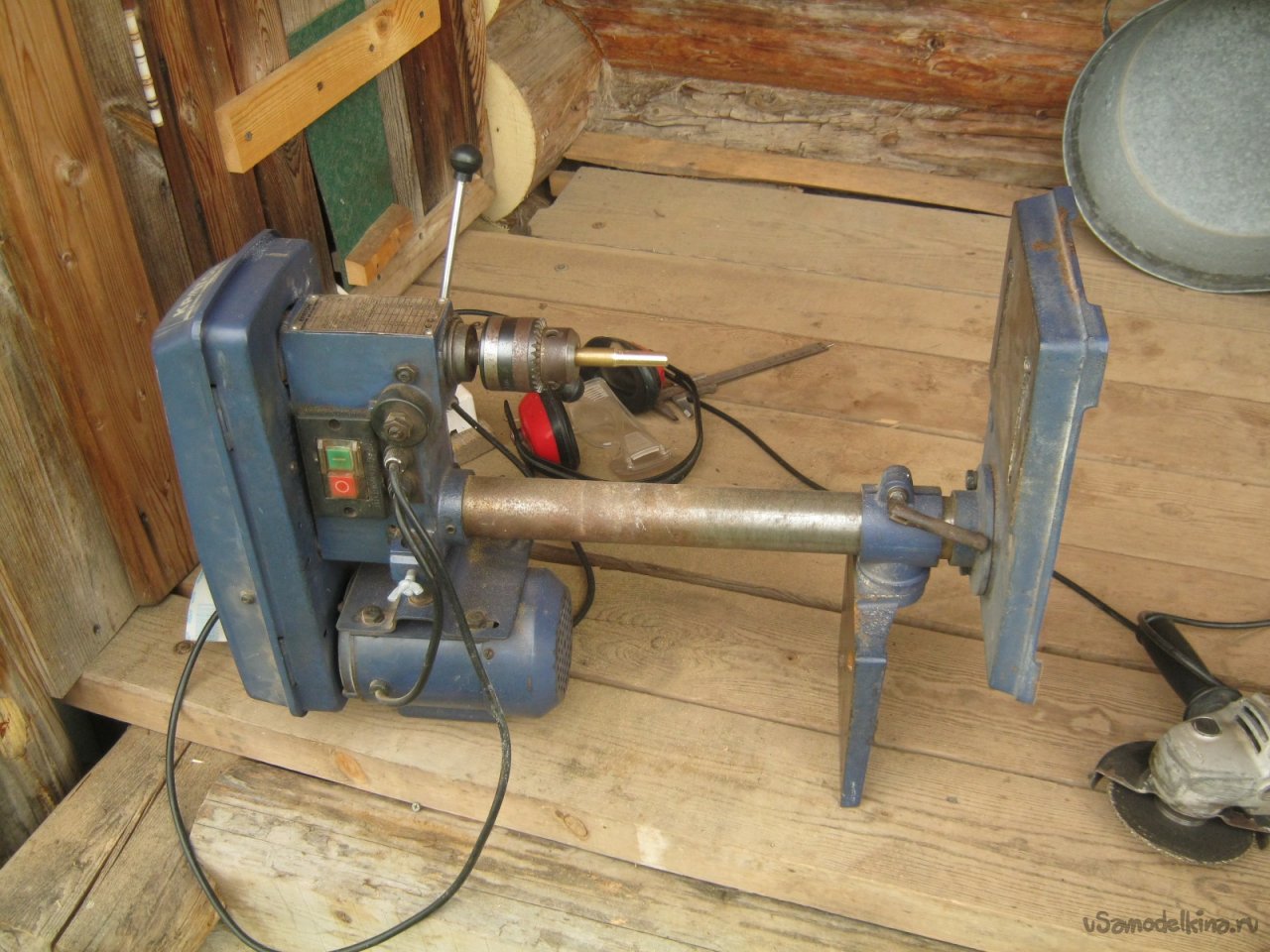 Фото 2. Положение сверлильного станка при импровизированном точении. Обороты максимальные – около 3000 об/мин.
Фото 2. Положение сверлильного станка при импровизированном точении. Обороты максимальные – около 3000 об/мин.
 Фото 3. Положение диска УШМ при точении. При этом, работает болгарка, работает станок.
Фото 3. Положение диска УШМ при точении. При этом, работает болгарка, работает станок.

Фото 4. Одна из заготовок проточена и отшлифована. Четкую ступенечку удалось сделать квадратным напильником с некрупной насечкой.
 Фото 5. Готовая винтовая часть клемм. Необработанные хвостики – технологическая часть, избыточная длинна перед сборкой будет отрезана.
Фото 5. Готовая винтовая часть клемм. Необработанные хвостики – технологическая часть, избыточная длинна перед сборкой будет отрезана.
Гайки. Увы, достаточно массивных заготовок из меди или сплавов, в своих закромах не нашел, что в очередной раз заставляет задуматься о некрупном литье из бронзы. Заготовкой для моих гаек послужила латунная болванка сложной формы – остатки от старого основания смесителя для ванной (Фото 6).
 Фото 6. Огрызок от душевого смесителя. Некогда, каким то чудом уже удалось выкроить из него нетонкую пластину. Увы, это случай нечастый, объясняемый, как видно, недосмотром изготовителя и моей хорошей кармой. Обычно, стенки такой детали прискорбно тонкие.
Фото 6. Огрызок от душевого смесителя. Некогда, каким то чудом уже удалось выкроить из него нетонкую пластину. Увы, это случай нечастый, объясняемый, как видно, недосмотром изготовителя и моей хорошей кармой. Обычно, стенки такой детали прискорбно тонкие.

Фото 7. Заготовки гаек. Грубо выкроены отрезным абразивным диском УШМ, в слесарных тисках. В заготовках высверлены соответствующие отверстия, нарезана внутренняя резьба.

Фото 8. Оснастка для установки в патрон сверлильного станка для обточки и главное – торцовки, дабы нижняя рабочая часть гайки плотно прилегала к присоединяемой клемме или шайбам. Длинная «соединительная» контргайка - для стопорения заготовки.

Фото 9. Импровизированное точение, аналогичное стержню. Чтобы не портить хороший болт, для оснастки подобрал обрезок шпильки.
 Фото 10. Главные части клемм.
Фото 10. Главные части клемм.
Для надежного присоединения мощного провода трансформатора сделал пару медных частей из 15-ти мм. трубы для водопровода.
 Фото 11. Роликовый резак делает идеально перпендикулярный рез, хотя и несколько заваливает края трубки внутрь – медь пластичная, а резак ее таки не режет, но продавливает. Иногда удобнее им сделать глубокую метку и уже по ней отпилить, например, ювелирным лобзиком.
Фото 11. Роликовый резак делает идеально перпендикулярный рез, хотя и несколько заваливает края трубки внутрь – медь пластичная, а резак ее таки не режет, но продавливает. Иногда удобнее им сделать глубокую метку и уже по ней отпилить, например, ювелирным лобзиком.
 Фото 12. Заготовки наконечников после отжига – до красного свечения, компактной газовой горелкой на баллончике. Одна из заготовок зачищена.
Фото 12. Заготовки наконечников после отжига – до красного свечения, компактной газовой горелкой на баллончике. Одна из заготовок зачищена.
 Фото 13. Отожженная мягкая медь легко гнется без трещин. Чтобы на наконечниках не отпечаталось рифление губок, между ними и заготовкой подложил пару стальных пластин.
Фото 13. Отожженная мягкая медь легко гнется без трещин. Чтобы на наконечниках не отпечаталось рифление губок, между ними и заготовкой подложил пару стальных пластин.
 Фото 14. Разметил накернил и просверлил отверстия, притупил острые края. Пара мелких около крупного – для некрупных гвоздиков или шурупов, чтобы клеммы не проворачивались. Резы сделал нетолстым абразивным диском болгарки, чтобы плотнее обжать провода перед пайкой. Кстати зря, сделать это можно было бы и без всяких пропилов. Нужна была бы только маленькая дырочка внизу стакана, чтобы выходил воздух при пайке. Стаканчик из пластичной отожженной меди, как миленький, обжался бы и так.
Фото 14. Разметил накернил и просверлил отверстия, притупил острые края. Пара мелких около крупного – для некрупных гвоздиков или шурупов, чтобы клеммы не проворачивались. Резы сделал нетолстым абразивным диском болгарки, чтобы плотнее обжать провода перед пайкой. Кстати зря, сделать это можно было бы и без всяких пропилов. Нужна была бы только маленькая дырочка внизу стакана, чтобы выходил воздух при пайке. Стаканчик из пластичной отожженной меди, как миленький, обжался бы и так.
 Фото 15. Традиционный высоковольтный трансформатор от микроволновки с перемотанной вторичной обмоткой. Провод самодельный, сложенный из двух сварочных, освобожденных от резиновой оболочки для экономии площади «окна». Новая изоляция – резиновой же изолентой на тканевой основе. Выходные концы укоротил, обрезал лишнее, зачистил от изоляции. Провод состоит из отдельных прядей. Каждую расплетал, зачищал наждачкой, лудил. Паяльником, ПОС-61 со спирто-канифольным флюсом. Семен Семеныч, далеко а надо!
Фото 15. Традиционный высоковольтный трансформатор от микроволновки с перемотанной вторичной обмоткой. Провод самодельный, сложенный из двух сварочных, освобожденных от резиновой оболочки для экономии площади «окна». Новая изоляция – резиновой же изолентой на тканевой основе. Выходные концы укоротил, обрезал лишнее, зачистил от изоляции. Провод состоит из отдельных прядей. Каждую расплетал, зачищал наждачкой, лудил. Паяльником, ПОС-61 со спирто-канифольным флюсом. Семен Семеныч, далеко а надо!
В ящике – блоке питания точечной сварки, отверстия для клемм расположены одно над другим, расстояние от трансформатора до стенки с клеммами определено и относительно невелико – короткие толстые и жесткие провода придется сильно изгибать. Во время пайки, припой капиллярными силами затащит между жилами и превратит значительную часть каждого провода в металлический монолит – паять их следует уже сформованными нужным образом, так как они и будут располагаться в корпусе. Пришлось сделать одноразовую деревянную оснастку для пайки.
 Фото 16. Досочки оснастки конечно местами обуглятся после пайки горелкой – выбирал их из хлама. Разметил, отпилил на торцевой пиле заготовки, просверлил отверстия для клемм, шурупов.
Фото 16. Досочки оснастки конечно местами обуглятся после пайки горелкой – выбирал их из хлама. Разметил, отпилил на торцевой пиле заготовки, просверлил отверстия для клемм, шурупов.
 Фото 17. Оснастка для пайки в сборе, трансформатор с подготовленными концами проводов, части винтовых клемм.
Фото 17. Оснастка для пайки в сборе, трансформатор с подготовленными концами проводов, части винтовых клемм.
 Фото 18. Медные наконечники зачистил надфилем и наждачкой, промазал спаиваемые поверхности пастой-флюсом для огневой пайки – для монтажа медного трубопровода мягкой пайкой, припоем олово-медь. С более легкоплавким ПОС-61 работает тоже хорошо.
Фото 18. Медные наконечники зачистил надфилем и наждачкой, промазал спаиваемые поверхности пастой-флюсом для огневой пайки – для монтажа медного трубопровода мягкой пайкой, припоем олово-медь. С более легкоплавким ПОС-61 работает тоже хорошо.
 Фото 19. Кисточкой нанес пасту флюса и в нескольких местах жгута, раздвигая залуженные провода. При нагреве растечется. Вставил подготовленные концы проводов в наконечники, без фанатизма обжал их плоскогубцами, сформовал провода и закрепил трансформатор некрупными саморезами – во время пайки он будет висеть а вся сборка стоять на площадке с клеммами, чтобы жидкий припой не выливался.
Фото 19. Кисточкой нанес пасту флюса и в нескольких местах жгута, раздвигая залуженные провода. При нагреве растечется. Вставил подготовленные концы проводов в наконечники, без фанатизма обжал их плоскогубцами, сформовал провода и закрепил трансформатор некрупными саморезами – во время пайки он будет висеть а вся сборка стоять на площадке с клеммами, чтобы жидкий припой не выливался.
 Фото 20. Пищевой алюминиевой фольгой в два слоя обернул прилегающие к местам пайки части, чтобы горячим воздухом не расплавить, не сжечь пластик, изоляцию, лак.
Фото 20. Пищевой алюминиевой фольгой в два слоя обернул прилегающие к местам пайки части, чтобы горячим воздухом не расплавить, не сжечь пластик, изоляцию, лак.
Подготовив и установив удобным образом детали, инструменты, материалы, по очереди нагрел горелкой медные наконечники снаружи, внес достаточное количество припоя. Припой использовал диаметром 3 мм, без канифоли внутри.
 Фото 21. Остывшие после пайки железки, защитная фольга снята.
Фото 21. Остывшие после пайки железки, защитная фольга снята.

Фото 22. После остывания, немедленная отмывка остатков кислого флюса. Мой, неплохо растворяется простой теплой водой. Удачно применил ультразвуковую мойку – два получасовых сеанса с некрепким раствором кальцинированной соды, два – с чистой водой.
 Фото 23. Отмытые места паек высушил в теплом месте.
Фото 23. Отмытые места паек высушил в теплом месте.

Фото 24. Две пары латунных шайб разметил и выпилил ювелирным лобзиком из 2 мм латунного листа. Пилочка №0, самодельная, из нетонкой фанеры, подставка «ласточкин хвост». Внутренние отверстия шайб также выпилены. Хоть и много дольше сверления, получается не в пример аккуратнее. Выпиленные заготовки шайб наждачкой с некрупным зерном зачистил от окислов, по одной закрепил на болтике М10 с гайкой и сунул в шуруповерт – минута работы инструмента и выровнены торцы. Здесь применил наждачку покрупнее.

Фото 25. Винтовые клеммы в сборе. Тряпочной резиновой изолентой замотал излишне оголенный кабель.
Babay Mazay, июль, 2022 г.


