


Случаются такие неисправности, устранить которые – тьфу!, но вот добраться до этого места, иной раз - настоящий подвиг, плюс – работы вспомогательные. Словом, досадная некритичная мелочь, а времени на нее придется потратить много. Так и моя горелка – появилась в хозяйстве недавно и сразу с мелким терпимым дефектом – кольцевая трещина на одном из питающих патрубков, в пайке. Похоже – при пересылке ударили по трубке или поставили сверху на коробку что-то тяжелое – патрубок длинный, рычаг большой, а крепление не такое уж прочное (Фото 2, 3).

Фото 2. Комбинированная настольная стеклодувная горелка. Усовершенствованная «пушка» - т.н. «горелка Карпова» или «с добавочным кислородом». На одном основании смонтированы две горелки – упрощенная малая, снизу и покрупнее и с тем самым «добавочным кислородом» – сверху.

Фото 3. Место поломки крупнее. Виден механизм подпружиненных газовых пробковых кранов.
Видно, что конструкция довольно компактная, а ряд элементов и деталей, в том числе и подлежащие перепайке – вполне массивны. Материал – никелированная латунь, припой, о радость! – относительно мягкий, похоже, олово. Следовательно, придется греть пламенем - небольшой инжекционной горелкой на пропане, а перед этим отсоединить максимум близкорасположенных деталей с их смазкой и резинками и, по возможности, соорудить некий экран ограждающий операционную зону и не позволяющий разлетаться теплу и брызгам флюса.
Что потребовалось для работы.
Набор некрупного слесарного инструмента, плюс небольшая горелка и материалы для огневой пайки, мелочи.
К делу.
Моя горелка питается нестандартно и кислородный патрубок малой ее части пока не использовался – работала на парах бензина.
Первым делом освободил горелку от подводящих шлангов и не поленился сфотографировать с разных ракурсов, чтобы не забыть как расположены некоторые детали если работа затянется надолго.

Фото 4. Корпус горелки (слева) и отсоединенные детали. Шлифы пробковых кранов протер от остатков смазки сухой чистой ветошью, чтобы в случае нагрева детали они не запеклась.
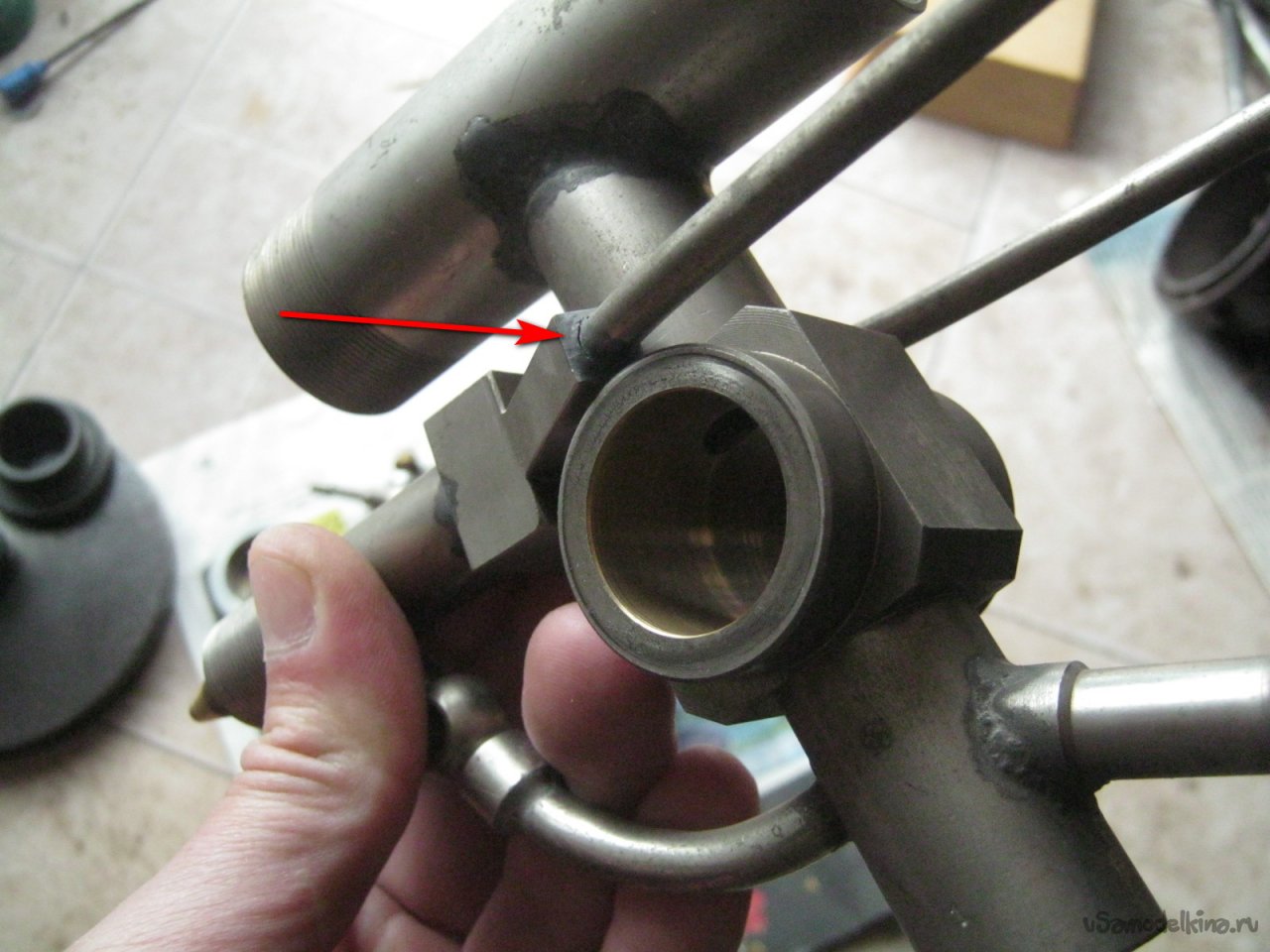
Фото 5. Сломанное место крупнее.

Фото 6. Импровизированный защитный тепловой экран из двух кусочков оцинкованной кровельной стали. Скрепил их собственными отгибами.
Одно из важных условий удачной и правильной пайки – тщательно зачищенные детали. Окисная пленка не дает припою смачивать нагретый металл, он не может растечься, забраться в узкие места. Моей трещине по самым скромным оценкам – не менее месяца – железки уже давно успели окислиться. Запаивание «сверху» следовало бы назвать штукатуркой – временную герметичность обеспечить сможет, но прочность – едва ли. Десять к одному – ремонт вскорости пришлось бы повторять. Единственный выход – узел разобрать на детали, тщательно их зачистить и спаять заново.

Фото 7. Распаянное дефектное место. Нагрев пламенем газовой горелки, после расплавления припоя левой рукой в х/б перчатке выдернул патрубок из гнезда. К счастью – латунь как сплав меди – хороший теплоотвод. Близкие пайки остались нерушимы.
После естественного остывания железок убрал жестяные экраны и приступил к зачистке. Остатки старого припоя и окислы удалил некрупной наждачкой – на конце патрубка без труда, в гнезде – пришлось повозиться. Наплывы старого припоя спилил плоским надфилем стараясь не поцарапать окружаещее, в неглубоком гнезде пришлось действовать той же шлифовальной шкуркой, свернутой плотной трубочкой. Зачищал до латуни.
Заново собрал и скрепил тепловые экраны, состыковал детали для пайки. Флюс – прекрасный пастообразный вариант для огневого нагрева и работы с мягким (олово-медь) припоем. Для медных водопроводов. В состав входят и крупинки самого припоя – это удобный индикатор нагрева. Флюс в пламени разжижается, темнеет, а в момент готовности – ба! Засеребрился. Время вносить припой. Отмывается тоже хорошо – теплой водой. Неплохо работает и с припоями оловянно-свинцовыми. Для огневой пайки мягкими припоями меди и сплавов можно попробовать хлористый цинк («паяльная кислота») и кислоту ортофосфорную. Органические флюсы и канифоль для пайки горелкой лучше не использовать – они охотно вспыхивают и засаживают всю операционную зону – это авария, для нормальной пайки все придется разбирать и зачищать заново. Остатки канифольного флюса внутри сложных некрупных элементов удалить труднее.

Фото 8. Демонтированный, зачищенный и вновь собранный с паяльным флюсом кислородный патрубок. Установлены жестяные защитные экраны. Деревянной реечкой и мягкой медной проволокой зафиксировал деталь на время пайки.
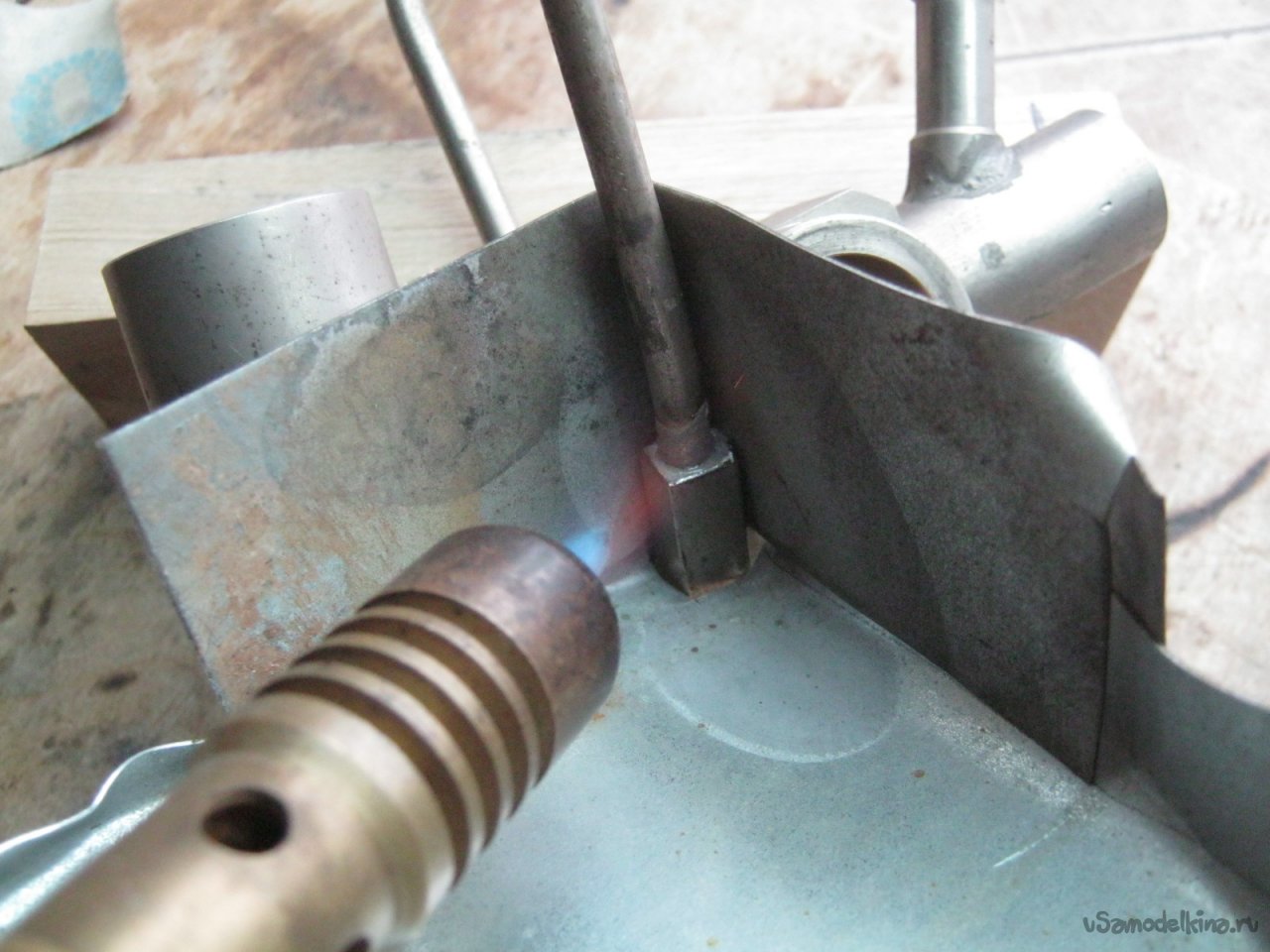
Фото 9. Нагрев пламенем. Для пайки применил родной к флюсу припой – сплав олово-медь.

Фото 10. Остывающий корпус горелки. Видно место пайки. Сразу после охлаждения – отмывка кислого флюса. Через час-полтора он уже начинает подтравливать металл.

Фото 11. Первый этап отмывки – в широком пластиковом ведре на треть горячей воды. Железку в воду, действуем старой зубной щеткой.

Фото 12. Для надежности постараемся удалить и остатки пайки изнутри, всякие ошметки и кислоту. Шутка ли – вокруг сплошные сетки-сопла-капилляры. Применил ультразвуковую мойку с горячей водой. В мою трехлитровую деталь едва влезла нужным плечом, да и то пришлось ее изолировать резинками от наружного корпуса. После часовой обработки хорошо промыл внутренности в большом объеме воды. Уже вручную, всякий раз выливая из внутренних полостей воду с потенциальным мусором.

Фото 13. Отмытый корпус горелки высушил в теплом месте и собрал в обратной последовательности, пробковые краники снарядил консистентной смазкой и отрегулировал поджим.

Фото 14. Подключенная горелка на рабочем столе под вытяжкой. Напротив на кубике – еще одна простая настольная маломощная горелка. Встречное пламя облегчает жизнь начинающему стеклодуву.
Babay Mazay, май, 2022 г.
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.


