

Записки перед вами – результат обобщения и анализа многолетней работы небольшой мастерской при обсерватории в пос. Маяки, Одесской области. Условия работы и ее производственная база приближаются к таковым в мастерской домашней у любителя-энтузиаста и не являются ни выдающимися, ни даже очень хорошими и могут быть относительно легко воспроизведены. Записки не повторяют общеизвестную специализированную литературу, но сосредоточены на особенностях кустарного и единичного производства, найденных тонкостях. Предполагается, что заинтересованный читатель уже имеет, по крайней мере, общие представления о основах этого дела.
Стекло для оптики
Стекловидное состояние вещества считается сильно переохлаждённой жидкостью, в которой нет кристаллической структуры. Получить такую физическую систему можно быстрым охлаждением расплава. Есть и другие методы, но в нашем случае они не важны.
Легче всего получить стекло из вязкого расплава, молекулы которого не способны при охлаждении быстро занять свои места в кристаллической решётке. Например, двуокись кремния, SIO2 в расплавленном виде полимеризуется и при охлаждении даёт не кристаллы, а кварцевое стекло. Сходными свойствами обладает окись бора, германия, фосфора, сера. Эти «простые» стёкла часто имеют не совсем нужные свойства и в них вводят «модификаторы». В двуокись кремния можно ввести окись алюминия, бора, натрия, калия, кальция, магния, свинца, бария и почти всех других металлов. При этом снижается температура плавления расплава, он становится более жидким, а стёкла из него приобретают меньшую твёрдость, больший коэффициент преломления, дисперсии, больший удельный вес, КТР и так далее. Соответственно, в серу можно вводить мышьяк, селен, теллур, германий и другие элементы, получая непрозрачные в видимой, но прозрачные в инфракрасной области спектра «бескислородные» стёкла. Есть стёкла и на нитридной основе и даже из сплавов металла с, например, бором, (металлические стёкла). По этому предмету есть отличная советская книга «Химическая технология стекла и ситаллов» и мы советуем её прочитать.
По назначению стёкла можно разделить на «бытовые», типа оконного или для посуды, электровакуумные, «химические», для лабораторной посуды, оптические, и других назначений. Понятно, что никто не запретит применить оконное или электровакуумное стекло в оптике, так что эта классификация, до некоторой степени условна. Большое число стёкол разработано и предназначено для оптических применений. Эти стёкла, в свою очередь, делятся на стёкла для линз и стёкла для зеркал. Стёкла для волоконной оптики, столь важные для нашей современной жизни, здесь мы тоже рассматривать не будем.
Стёкла для зеркал стараются сделать химически стойкими, с малым КТР, возможно большей твёрдости и однородности. Здесь вне конкуренции кварцевое стекло, кварцевое стекло легированное двуокись титана, но его производство дорогое и сложное, поэтому ему на замену было придумано закристаллизованное особым образом литийалюмосиликатное стекло, которое называется астроситаллом. Этот материал, не являясь стеклом, тем не менее, имеет твёрдость и прочность стекла и может обрабатываться, как стекло. При обработке, также как и кварц, не трескается от нагрева, так как КТР его мал. Дороже стекла К-8 в несколько раз, но при изготовлении плоскостей позволяет работать гораздо быстрее, так как контроль не требует «отстаивания», поэтому готовые детали из ситалла могут быть дешевле стеклянных, тем более, что многие из них можно делать из обрезков от крупных деталей. Это же касается и кварцевого стекла.
Стёкла для линзовой оптики условно делятся на две большие группы «кроны» и «флинты». Эти группы, в свою очередь, делятся на подгруппы, между ними есть переходные сорта стёкол типа «кронфлинта». В их химическом составе могут быть самые разнообразные элементы, вплоть до бериллия, что диктуется необходимостью получать специальные величины коэффициента преломления и спектральной дисперсии. Флинты содержат в своём составе тяжёлые металлы, особенно, свинец. Они сильно преломляют свет, их разность коэффициентов преломления по спектру велика. Кроны, наоборот, имеют меньший коэффициент преломления и слабую дисперсию, меньший удельный вес и более стойки (как правило) химически.
Из всего многообразия стёкол для производства зеркал пригодны только химически стойкие стёкла. В первую очередь, стекла МКР, ЛК-5, ЛК-7, хорошо работает также борсиликатное К-8 и «иллюминаторные» стёкла для остекления кораблей. К ним же примыкает и толстое строительное (оконное) стекло. Строительное и иллюминаторное стекло тоже могут считаться «кронами». Эти стёкла, в настоящее время делаются высокого качества, и неплохо отжигаются (но могут быть и специально закалённые). Если стекло имеет неизвестное происхождение и состав, то его пригодность для изготовления зеркала можно проверить, замочив кусочек стекла в десятипроцентной азотной кислоте. Если стекло не разрушается заметным образом, то его можно применить. Большинство электровакуумных и технических стёкол тоже подошли бы, но их отжиг может быть совершенно неудовлетворителен.
Тут мы сделаем экскурс в физику стекла. Стекло, как «переохлаждённая жидкость», это лишь первое приближение к его реальной структуре. При нагреве стекла и других тел, в них появляются «вакансии», места, не занятые атомами, и структура становится более «рыхлой». Если материал охлаждать медленно, то его структура «стабилизируется», дефекты структуры исчезают. При этом увеличивается коэффициент преломления и удельный вес.
Для сложных стёкол процессы такой «стабилизации» усложняются и быстро остудив стекло, можно получить структуру с другими свойствами, в том числе и с другим КТР. Понятно, что заготовка из стекла, которая охлаждалась быстро и неравномерно, если из неё сделать точную деталь будет в своей толще деформироваться по-разному при температурных перепадах. Точная поверхность тоже будет деформироваться. В крайних случаях, при быстром охлаждении сильно нагретого стекла «химического» «Пирекс» автор наблюдал растрескивание («посечку») спая, сделанного с применением высокотемпературного водород-кислородного пламени, если не было обеспечено медленное охлаждение всего изделия и выдержка в минуты или десятки минут при 600 градусах. Это, и родственные ему стёкла Лк-5, ЛК-7 «двухфазные». Их низкий КТР обеспечивается тем, что микроструктура стекла похожа на поролон из кварцевого стекла, в порах которого находится борат натрия. Если их сильно нагреть и потом быстро охладить, то такая структура не успевает сформироваться и КТР получается большим, чем у отожжённого стекла. Отсюда и «посечка». Из-за наличия структурных неоднородностей толстые куски стекла ЛК-5 красиво опалесцируют синеватым оттенком. Свет рассеивается на неоднородностях структуры. Кроме того, стёкла типа «Пирекс» могут, при обработке кислотами, выщелачивать легко растворимые бораты, сохраняя свою форму. (На этом эффекте построена технология стекла «Викор», которое называют «кварцоидным») Химическая стойкость двухфазных стёкол понижена. Первые американские разработки таких стёкол вообще давали пятна от потных рук. Потом, при дальнейших работах, от этого недостатка удалось частично избавится, но стекло, специально разработанное для шестиметрового телескопа в СССР плохо себя показало при перенапылениях этого зеркала. Нагревая ЛК-5 до размягчения, можно увидеть на нём «корку» из выветрившегося стекла. Тем не менее, зеркала из ЛК-5 делают, моют пред напылением алюминия и они работают в реальных телескопах.
Для обычных небольших сферических или параболических зеркал можно считать хорошим или даже идеальным стекло К-8. Оно однородное, химически стойкое и хорошо полируется. Его же можно рекомендовать для больших линз типа системы Флюге, Шмидта. Райта. В паре с флинтом Ф-1 оно даёт отличные результаты для корректоров систем прямого фокуса типа «ГиперРосс».
Флинты, как правило, более тяжёлые, меньшей химической стойкости, чем кроны (Хотя тяжёлый крон ТК-14 выветривается даже на воздухе). Просветление уксусной кислотой К-8 у флинтов позволяет снизить отражение света раза в два, одновременно увеличивая химическую стойкость поверхности, которая при таком просветлении покрывается плёнкой из аморфного кварца.
Отжиг достаточно больших заготовок стекла в кустарных условиях, видимо, невозможен. Для этого процесса требуется камерная печь с однородной температурой от 600 до трехсот градусов с плавным и точным регулированием. Процесс тонкого отжига может занять и неделю! При этом деталь нужно завернуть в алюминиевую фольгу. «Шуба» из хорошо проводящей тепло фольги выравнивает температуру по стеклянной детали, а если её ещё и медленно вращать, то температурный градиент тоже понизиться. Печь - штука дорогая и оправдает себя только при массовом и серийном производстве.
Это касается только крупных деталей. Мениски диаметром семьдесят миллиметров из оконного секла для очковых линз (Защищают глаза от солнечного ультрафиолета) можно обрабатывать и в обычной муфельной печи. Автор это делал так: Вырезанная из стекла круглая заготовка укладывалась в железную «чашку» с рабочим радиусом 125 мм и помещалась в нагретую до красного каления печку. Чашка перед этим натиралась мелом. После оседания стекла на чашку, она вынималась, немного подстуживалась на воздухе и заворачивалась в несколько слоёв стеклоткани. Минут через двадцать стекло вытряхивалось на ту же стеклоткань, а в чашку укладывалась новая заготовка для моллирования. Отмоллированные мениски заворачивались по отдельности в алюминиевую фольгу, укладывались в железный тигель и отжигались вторично от температуры около шестисот градусов. Охлаждение тигля производилось с печью. После этого поляриметр показывал отсутствие натяжений. Так автор делал себе защитные очки. Малая толщина мениска и «кривая» форма позволяет быстрее охлаждать деталь после моллирования. Если плоский диск охлаждать слишком быстро, то его края, которые имеют лучшие условия для охлаждения, стараются «обжать» горячие центральные части, а поскольку стекло плохо работает на растяжение, то диск трескается, начиная от краёв. У мениска, который может деформироваться поперёк своей толщины, этот эффект уменьшен. (Именно поэтому химики варят свои вещества в круглодонных колбах и пробирках с круглым дном.)
Время, потребное для отжига, пропорционально квадрату толщины диска из стекла. Стекло из экрана телевизионной трубки. Это весьма заманчивое стекло, но не совсем однородное, часто имеет свили и не годится для линз, а его недостаточный отжиг будет мешать и при изготовлении зеркальной оптики. Подводя итоги, можно сказать, что для любителя делать оптику самостоятельно, надо стараться стать квалифицированным специалистом, приобретать хорошие заготовки и не пренебрегать «мелочами», которые иногда могут иметь решающее значение для работы.
Обработка стекла с помощью шлифовки.
Способом шлифовки и полировки из стекла и похожих на него хрупких, непластичных материалов (керамика, ситалл, кремний, германий, другие кристаллы и хрупкие металлы) изготовляют различного вида и размера линзы, призмы, зеркала — оптические детали средней и высокой точности. Шлифовка хрупких и стеклообразных материалов основана на том, что твёрдые зёрна шлифовального порошка при трении или перекатывании по поверхности обрабатываемой детали, создают огромное количество трещин, идущих вглубь материала.
Пересекаясь, эти трещины отделяют мелкие и мельчайшие частицы материала, которые уходят в шлам. Размер этих частиц и остающихся на детали неровностей определяется размером зёрен применяемого абразива, а скорость процесса шлифовки определяется относительной скоростью детали и инструмента и давлением на инструмент. Она резко увеличивается в присутствии какого-либо поверхностно-активного вещества, которым, для стекла, в большинстве случаев служит вода. Вода хорошо охлаждает детали и инструмент, позволяет избежать образования пыли, ускоряет работу в несколько раз. Вода проникает в образующиеся при действии абразивных зёрен трещинки и своим давлением, которое может достигать тысяч атмосфер, расширяет и расклинивает их. Добавки некоторых солей в воду могут как ускорять, так и замедлять шлифовку и полировку, однако, для нас это явление не имеет особого значения, т. к. этот эффект невелик и зависит от случайных причин, например, от сорта стекла. Кроме того, такие добавки могут коррозировать детали станка и вредно влиять на кожу рук. Обычная чистая вода из крана вполне подходит для работы. При точении стекла резцом или обычными свёрлами можно применять скипидар.
Абразивный материал, который обрабатывает стекло, может применяться в виде суспензии или быть закреплённым в абразивном инструменте. Существенной особенностью шлифовки стекла свободным абразивом является линейная зависимость скорости обработки от давления. Это позволяет обходиться при шлифовке станками малой мощности, использовать простое оборудование и даже работать вручную. Это же позволяет применять режимы обработки, не вызывающие сильного разогрева деталей и механических деформаций, что весьма существенно, так как точность обработки оптических деталей, как правило, должна быть исключительно высока. При единичном или мелкосерийном изготовлении оптики не имеет смысла применять сложное и дорогое оборудование. Особенно это касается деталей высокой точности, (например, астрооптика) так как финишные операции (доводка, «фигуризация», контроль) неизбежно требуют большого времени и поэтому заготовительные операции оказываются по сравнению с ними не очень длительными. Тем не менее, именно из-за длительности процесса, его монотонности и довольно больших усилий, прикладываемых, особенно в процессе полировки, весьма желательно иметь специальный станок, или, хотя бы, вертикальный шпиндель с регулируемым числом оборотов. Хорошо, чтобы он имел от пятидесяти-ста до нескольких тысяч оборотов в минуту. Большие обороты применяются для алмазной обработки (например, сверления отверстий в стекле, обдирки шариков). Средние — для обдирки свободным абразивом, полировки мелких линз сукном. Малые обороты применяют для обработки, особенно полировки и доводки крупных и точных деталей.
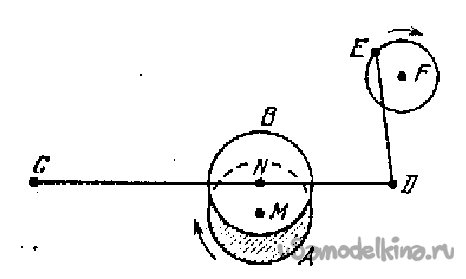
Рис. 2. «Машина Ричи», кинематическая схема, где: А- обрабатываемое изделие (шлифовальник) с осью вращения М; В - шлифовальник (изделие)прижимаемое центральным поводком N ; СD – коромысло с осью вращения С и шарнирное сочленение в точке D с шатуном DE; Е – шарнир шатуна сочлененный с кривошипом с осью вращения F.
Дополнить такой станок можно рычагом с шаровым поводком, который будет удерживать деталь. Его положение следует ограничивать регулируемыми упорами. Тогда давление на инструмент можно осуществлять с помощью груза. («Рычажный станок») Более совершенной и, пожалуй, достаточной для всех видов обычных работ, является «машина Ричи», в которой поводок совершает возвратно-поступательные движения от кривошипа. Можно также дополнить станок устройством для кругления деталей свободным абразивом или алмазным кругом, алмазным отрезным диском и т. д.

Фото 3. Шлифовальный станок автора.
Прекрасные описания таких станков и разбор их работы есть в [1],[2].
Следует заметить, что один из «патриархов» советской оптической школы Д. Д. Максутов неоправданно отрицает важную роль и удобство работы с частым «штрихом», считая его невыгодным. Однако, при «ретуши» точной оптики, (например — вогнутых «парабол» и «гипербол»), подгонкой кривизны детали шлифовальником с ослабленными краями такой штрих может быть применён с большим успехом. Он позволяет также «провалить центр» детали или углублять его кольцевым шлифовальником. (Профессия мастеров-оптиков, как и всякая другая, не обходится без жаргона. Поэтому, специальные термины мы вначале будем брать в кавычки, а затем будем писать их, как обычно.)
Для деталей невысокой точности (очки, окна ламп) вполне достаточно простого рычажного станка см. выше, описанного в книге Стронга [2], снабжённой, кстати говоря, прекрасными иллюстрациями. Более сложный станок требуется для работы с точной оптикой. Размер и мощность станка зависит от размера деталей и рода работ. Шлифовка не требует большой его жёсткости. Наоборот, при полировке, особенно на смоле, когда усилия, требуемые для перемещения инструмента, могут быть достаточно велики, при слабой конструкции может возникнуть вибрация. Для правильно сконструированного станка при размерах деталей до 300 мм вполне достаточен двигатель постоянного тока с параллельным возбуждением и мощностью 0,5 квт. Он позволяет с помощью простой схемы на тиристорах, либо просто трансформатором, регулировать обороты примерно в сто раз, что резко упрощает кинематику станка и делает более удобной работу. В настоящее время выпускаются относительно недорогие регуляторы оборотов для асинхронных трехфазных двигателей. Они позволяют резко улучшить кинематику станка и удобство работы. «Машину Ричи» лучше снабдить двумя двигателями с редукторами. Отдельно на шпиндель детали и на кривошип и позаботится о достаточной её жёсткости.
Литература.
1. Д.Д. Максутов. Изготовление и исследование астрономической оптики. Москва, «Наука», 1984 г.
2. Д.Стронг. Техника физического эксперимента. Лениздат, 1948 г.
Бондаренко Ю. Н., Маяки 2018 г.


