


Блок управления предназначен для управления самодельной печью для фьюзинга (декоративное спекание цветных стекол) и сконструирован как часть печи – на боковой ее стенке. Это позволило ввести внутрь блока управления все выводы (нагревателей и термопары) через стенку, выводы при этом максимально короткие, переходные межблочные кабели, провода, разъемы или клеммы отсутствуют. Высокоэффективная теплоизоляция и воздушный зазор не позволяют блоку управления перегреваться во время работы.
Нагреватели печи – 12 шт, объединены в три группы (3 фазы) по 4 последовательно включенных нагревателя 2 кВт. Получилось 3 группы по 500 Вт, общая мощность печи соответственно – 1.5 кВт. Для коммутации нагревателей применены самодельные электронные ключи на симисторах, аналоги твердотельных реле. Конструктивно, каждый ключ-модуль собран на алюминиевом основании (используется как теплоотвод) от старого жесткого диска ПК.
Все промежуточные соединения проволочных нагревателей внутри рабочей камеры (сварены), наружу выходят только выводы групп, контролировать целостность всех этих соединений и самих нагревателей позволяют самодельные трансформаторные датчики тока с индикаторами на передней панели блока.
Процесс спекания довольно сложен и содержит 7…8 ступеней. Каждая ступень предполагает выдержку заготовки с определенной температурой заданное время, кроме того, чрезвычайно важна скорость изменения температуры между ступенями. Небольшие заготовки позволяют обходиться упрощенным графиком спекания, при этом изменения между несколькими ступенями можно делать вручную по таймеру. Оборудование для таких работ тоже может быть довольно простым. При этом (небольшие линейные размеры) возникающие внутренние напряжения не достигают разрушительных величин. С увеличением размеров заготовки повышаются и требования к изменениям и выдерживанию (подобранным экспериментально) времени и температуры. Процесс может длиться 12…16 часов. Ручное управление таким процессом затруднено, требуется программируемый термоконтроллер. Здесь, применен программируемый термоконтроллер от паяльной станции для микросхем в BGA (выводы-контактные площадки на дне микросхемы) корпусах. Конструкция корпуса не позволяет монтировать такую микросхему паяльником, ее прогревают насквозь. При этом очевидны также высокие требования к точности поддержания термопрофиля и возможность регулировать скорости нарастания и спада температур. Это роднит обе задачи, практика также показала полную пригодность такого контроллера для спекания стекол. Контроллер китайского производства прекрасно работает и много дешевле специализированных приборов.
Что было использовано для работы.
Набор инструментов для некрупной слесарной работы, набор инструментов для электромонтажа.
Материалы – кроме радиоэлементов понадобилась листовая сталь для корпуса прибора, кусочек оргстекла для лицевой панели, крепеж, мелочи, ЛКМ.
К делу.
На одну из боковых сторон (правую, под рабочую руку) верхней части печи (откидывающейся крышки) выведены все электрические выводы – 6 выводов от 3 групп нагревателей (3 фазы), выводы термопары. Заранее, до монтажа огнеупорной футеровки печи в раму с этой стороны вварены ряд винтов М5 для крепления блока управления.

Первым делом вырезал пластину-основание для монтажа элементов блока управления (далее БУ). Листовая сталь 1.5 мм, болгарка. Просверлил и волшебным надфилем подогнал отверстия так, чтобы плата точно садилась на торчащий крепеж, керамические изоляторы легко проходили через соответствующие отверстия.
Между металлической платой-основанием БУ и рамой печи оставил воздушный зазор для вентиляции. 12…15 мм. Для этого под плату, на каждый винт накрутил по нескольку гаек с шайбами.

Подобрал по месту удобное расположение трех модулей-электронных ключей, просверлил отверстия для их крепления, вырезал детали для передней и задней стенок БУ. На передней стенке блока вырезал проемы для установки элементов управления и индикации. В местах предполагаемой прокладки жгутов проводов просверлил отверстия для их крепления.

Монтаж передней и задней стенок с треугольниками-подкосами сделал пайкой. Использовал обычный ПОС-60 и кислотный витражный флюс, но по стали хорошо работают и «паяльная кислота» (хлористый цинк) и кислота ортофосфорная. Железки массивные, кроме мощного паяльника лучше применить и дополнительный подогрев. Здесь применена лабораторная электрическая плитка. Вместе с паяльником 150 Вт они прекрасно справились с задачей. Подогрев газовой горелкой или строительным феном менее удобен и может привести к короблению тонкого металла. После пайки не откладывая, следует отмыть остатки флюса. Теплой водой со щеткой, а лучше слабым раствором соды.

Индикация целостности нагревателей (трансформаторы тока) собрана на миниатюрных неоновых лампочках. Расценил эту информацию как справочную, вспомогательную и чтобы не уподоблять БУ новогодней елке, индикаторы сделал не слишком яркими, малого диаметра и около края лицевой панели. Яркость подобрал токоограничивающими сопротивлениями, «точечности» добился, выпустив наружу блока только маленькие стеклянные шарики на конце, торце баллона лампочек. Получилось чудо как хорошо, индикацию хорошо видно, но глаза не режет. Для установки лампочки впаял в простую печатную платку, она крепится к панели двумя отрезками толстого медного провода. Пайкой. Снаружи индикаторы прикрыты слоем оргстекла.
Трехфазный «автомат» на 10 А установлен на отрезке DIN рейки припаянном к основанию. По краю квадратика «раскоса» насверлил отверстий для крепления проводов, жгутов.
Подготовленное основание с передней-задней панелью зачистил-обезжирил-покрасил. Поработал наждачной бумагой, протер тряпочкой смоченной бензином, покрасил грунтом-эмалью по ржавчине в два слоя.

После полного высыхания основания установил (впаял) платку с неоновыми лампочками, привинтил модули-симисторные ключи. Из пластинки оргстекла выпилил прозрачную накладку для передней панели, вычертил и распечатал пояснительные надписи для нее. Прозрачная панель не имеет собственного крепления и удерживается крепежом установочных элементов – кнопок и термоконтроллера.
Панель в сборе установил на печь. Гайки-шайбы стопорные шайбы. Выступающие части винтов спилил тонким абразивным диском УШМ.
Электромонтаж.
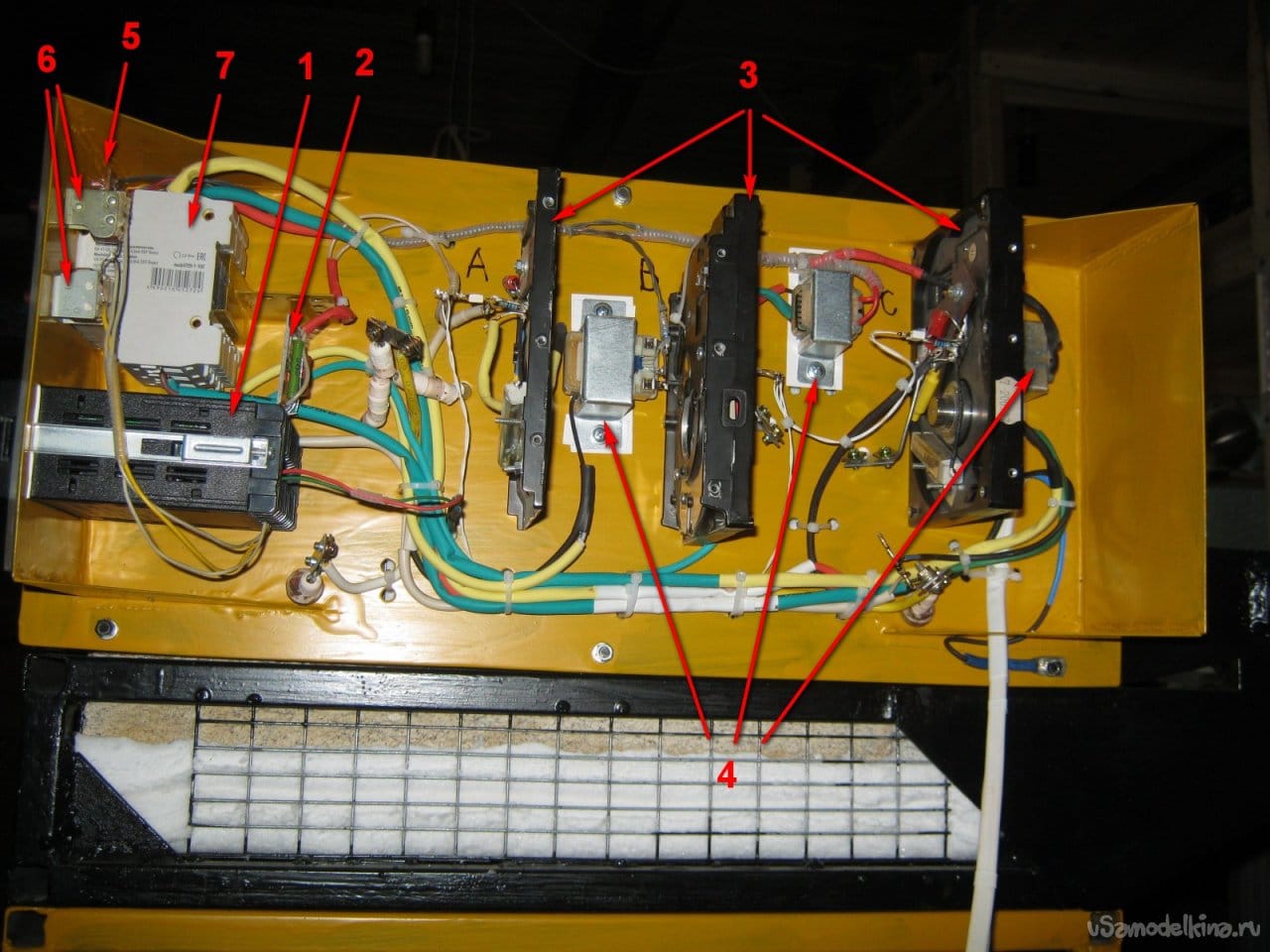
Проволочные выводы групп нагревателей соединены с нетонким медным проводом через металлическую деталь – элемент мощной винтовой клеммы. Печь управляется программируемым контроллером Altec-410 (поз.1); для сопряжения с симисторными ключами применен промежуточный модуль (поз.2) жесткие проволочные выводы которого зажаты в винтовых клеммах контроллера. Управляющий сигнал поступает на три симисторных модуля (поз.3); целостность цепей (нагревателей) контролируется трансформаторами тока (поз.4) с индикаторами на передней панели (поз.5). Для пуска и остановки программы, к контроллеру подключены внешние кнопки (поз.6) кнопка «пуск» должна при работе удерживаться в замкнутом состоянии. Трехфазное напряжение подается через автоматические выключатели (поз.7).
Кабель питания – пятипроводный («ноль», 3 фазы, заземление) и составлен из двух мягких проводов в двойной изоляции (2-х и 3-х жильный), соответствующего сечения. Печь стоит отдельно, розетка питания расположена на потолке.

После опробования БУ в работе, из оцинкованной стали 0,45 мм гнутьем был изготовлен П-образный кожух. Верхняя передняя его сторона несколько удлинена и образует небольшой козырек над передней панелью блока. Это уменьшает скапливание пыли и мусора на выступающих частях, уменьшает боковую засветку. Для циркуляции воздуха внутри блока на верхней и нижней стенках кожуха размечены и просверлены поля отверстий в соответствии с расположением радиаторов ключей. Крепится кожух четырьмя саморезами.


Babay Mazay, апрель, 2020 г.
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.


