Идея состояла в следующем:
- Изготовить приспособление позволяющее осуществлять равномерный изгиб пластиковых деталей по всей длине заготовки, с точным формированием прямого угла по внутренней стороне заготовки. Целью была возможность упростить самостоятельное изготовление небольших корпусов для различных электронных устройств.
- Использовать обрезки имевшихся в наличии материалов и стандартный крепеж с минимальными доработками. Осуществить «пробное» изготовление деталей для сборки простейшего корпуса.
В данной конструкции было использовано:
- Обрезки деревянной рейки сечением 20х40мм.
- Обрезок ЛДСП толщиной 16мм, обрезки фанеры толщиной 6мм.
- Обрезок нержавейки с зеркальной полировкой толщиной 0,5мм.
- Стандартные оцинкованные металлические уголки 20х20х16х1,5мм.
- Петли оцинкованные.
- Нихромовая проволока 0,3мм.
- Пружина диаметром 8,5мм.
- Провод сетевой сечением 2кв.мм.
- Колодка клеммная.
- Электроустановочные пластиковые скобы.
- Крепеж: М4, М5, М6.
- Гайки мебельные усовые М5.
Из инструментов использовалось:
- МФИ «Dremel» на стойке.
- Дрель на стойке.
- Шлифовальные машинки.
- Отвертка, молоток, ножницы по металлу.
- Напильники, надфили.
- Струбцины.
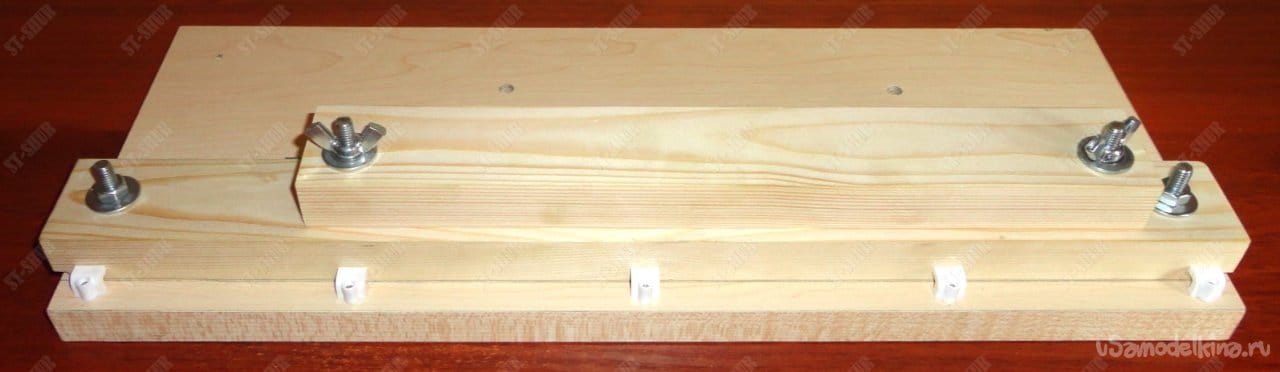
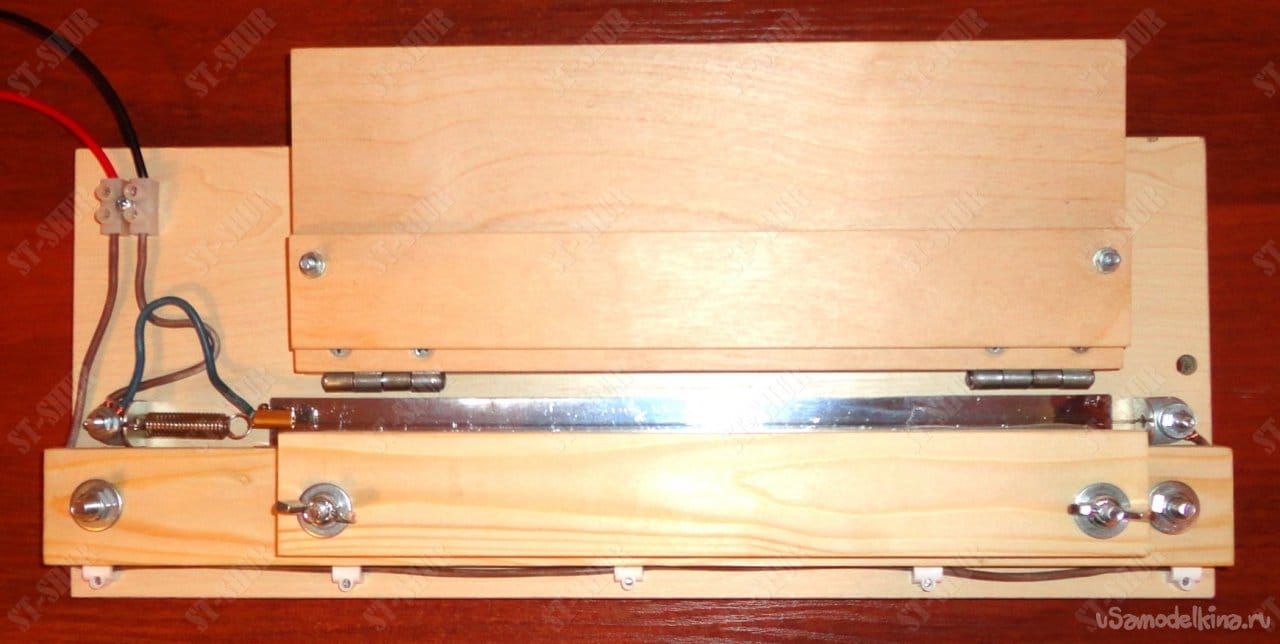
В данной статье приводятся только общие получившиеся размеры, без точной разметки, т.к. вся конструкция собиралась сразу по месту. Станина изготовлена из обрезка ЛДСП и имеет размеры 400х160х16мм. С оборотной стороны в станину установлены две мебельные усовые гайки под резьбу М5, которые заглублены с помощью перьевого сверла диаметром 16мм.

Верхняя и нижняя планки зажима для пластиковой заготовки изготовлены из рейки сечением 20х40мм. Верхняя планка длинной 280мм, нижняя планка длинной 400мм.

Для заглубления шляпок мебельных болтов с нижней стороны нижней планки сделаны выборки с помощью перьевого сверла диаметром 16мм. Просверлены крепежные отверстия под винты 6мм.

Все деревянные и фанерные детали конструкции были обработаны с помощью вибрационной шлифовальной машинки.
Для зажима пластиковой заготовки используются мебельные болты диаметром 6мм, с квадратной «юбкой». Данное решение предотвращает проворачивание болтов в нижней планке зажима, а использование гаек типа «барашек» повышает удобство использования конструкции.



Набор далее использованного крепежа.

К станине нижняя планка зажима крепится винтами диаметром 6мм.

Верхняя планка зажима для заготовки смещена в сторону нагревательного элемента на 6мм относительно нижней планки.
Прижимное устройство изготовлено из фанеры толщиной 6мм и состоит из трех частей:
1. Основания - 280х70х6мм.
2. Рычага - 280х110х6мм.
3. Прижимной планки - 280х40х6мм.
Отверстия для крепления основания к станине расточены. Для возможности регулировки прижимного устройства в зависимости от толщины используемой пластиковой заготовки.

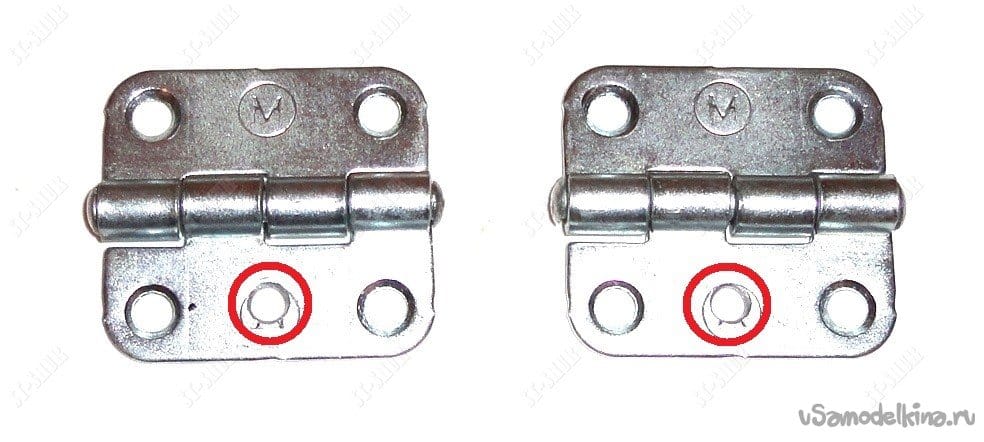
Основание и рычаг соединены с помощью петель, в которых просверлены дополнительные отверстия диаметром 4мм.
Прижимное устройство в сборе.


Крепеж нагревательного элемента состоит из двух металлических оцинкованных уголков 20х20х16х1,5мм. И пружины диаметром 8,5мм.

С целью недопущения смещения нагревательного элемента и пружины в уголках надфилем проточены пазы.

Нагревательный элемент изготовлен из нихромовой проволоки 0,3мм. Рабочая длинна получилась 300мм.

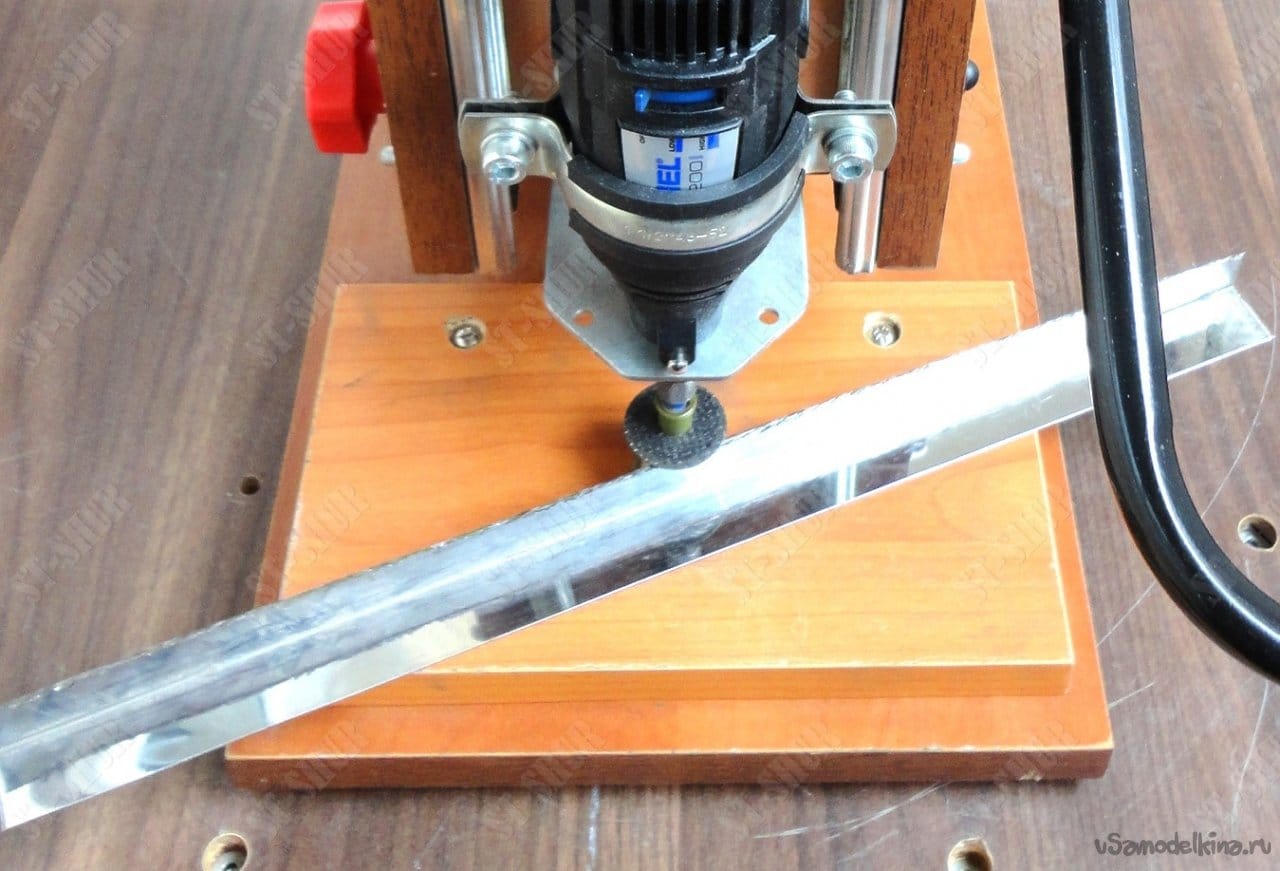
Отражатель вырезан из обрезка уголка из нержавейки толщиной 0,5мм с зеркальной полировкой. Предварительна обрезка была сделана ножницами по металлу, а точная с помощью МФИ «Dremel» установленного на стойке. Отражатель изготовлен размерами 295х20х18х0,5мм


Отражатель закреплен на нижней зажимной планке четырьмя шурупами диаметром 2,5мм.


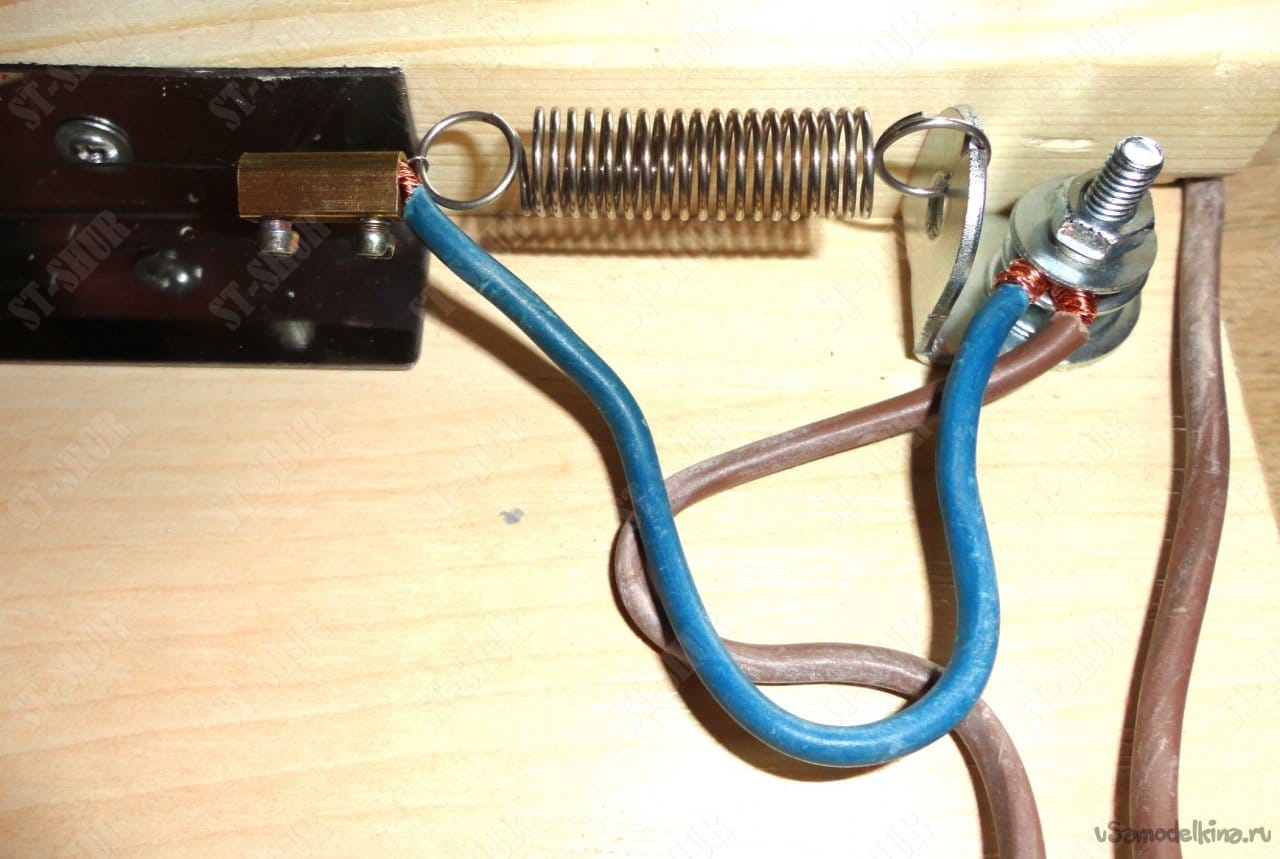
Нагревательный элемент закреплен на станине винтами 4мм. Они же служат контактами.

Для удобства укладки провода в торцах нижней зажимной планки, с помощью МФИ «Dremel», были проточены пазы. На станине провод фиксируется с помощью обрезанных пластиковых электроустановочных скоб.



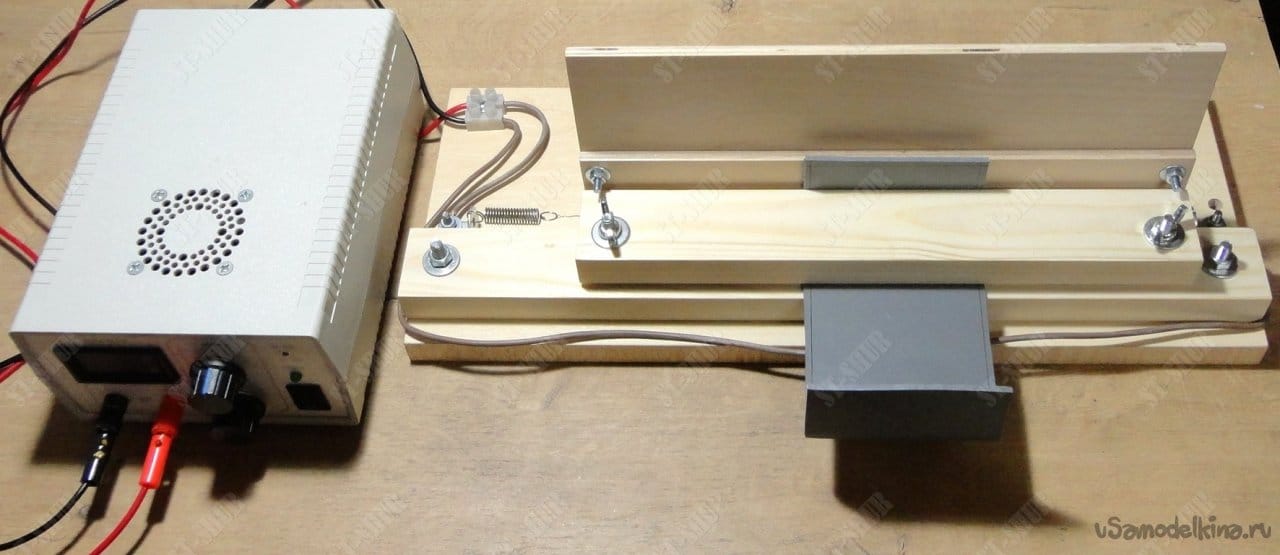
С целью предотвращения нагрева натяжной пружины использован «обходной провод» (синий). Иначе пружина будет довольно сильно нагреваться, что может привести к ухудшению ее свойств. Провод закреплен с помощью винтового контакта от клеммной колодки.
В результате получившейся конструкции, нагревательный элемент разогревается достаточно равномерно по всей рабочей длине.

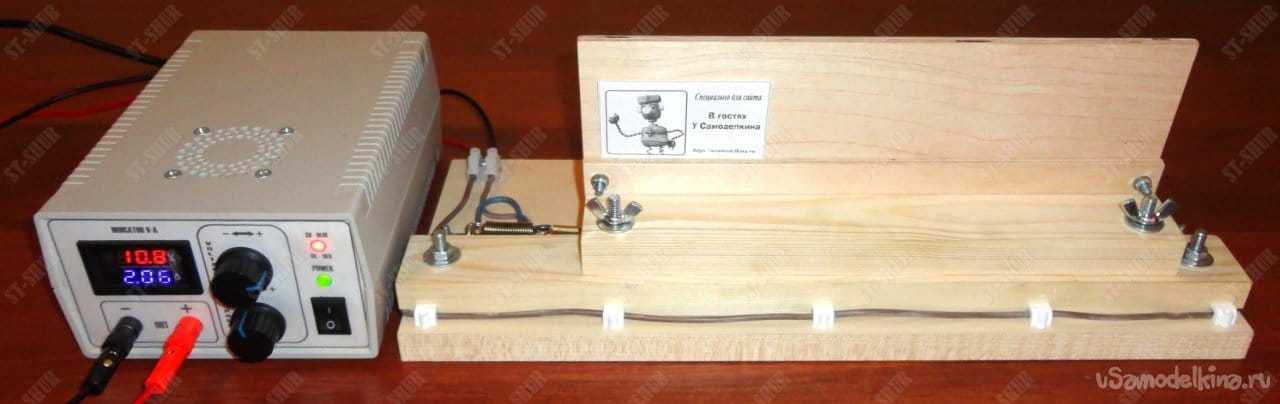
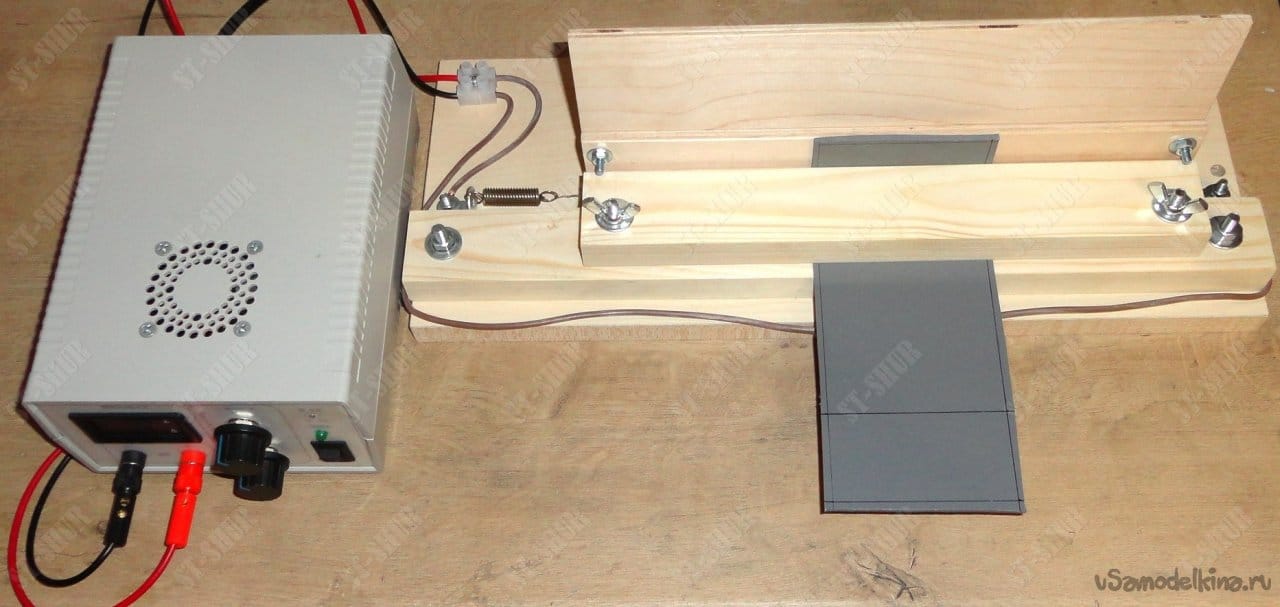
Конструкция получилась довольно удобная в использовании. В дальнейшем могут быть различные доработки. Возможно, деревянная верхняя планка зажима заготовки будет заменена на алюминиевый «Г» образный профиль. Хотя и деревянная рейка довольно хорошо выполняет свою задачу. В качестве блока питания отлично справляется БП, описание которого изложено в ранее опубликованной статье. БП подключается к приспособлению с помощью клеммной колодки.

Основание прижимного устройства крепится к станине двумя винтами с головками под шестигранник М5, для удобства регулировки прижима в зависимости от толщины пластиковой заготовки.


Данное приспособление пока проверялось на образцах пластика разного типа и толщины от 1,5 до 3мм.
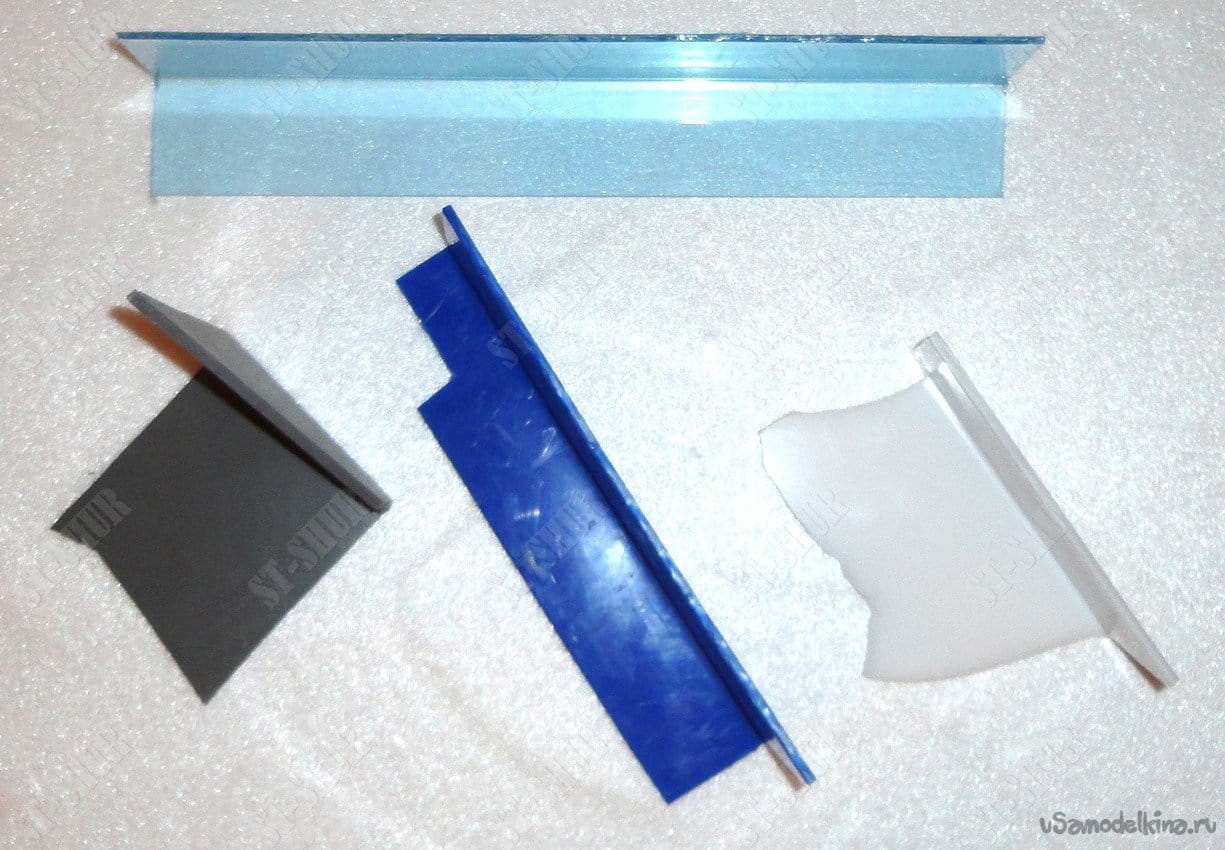
В результате получившееся приспособление позволяет произвести равномерный изгиб пластиковых заготовок шириной до 240мм под углом 90 градусов. Рабочее напряжение 10-11,5В, рабочий ток 2-2,3А.
Температура устанавливается немного ниже температуры начала свечения нагревательного элемента (зависит от типа пластика заготовки).
Параметры нагревательного элемента заранее не просчитывались, т.к. используемый БП имеет достаточно широкий диапазон регулировок.
В ходе эксплуатации нагрева проводов и натяжной пружины не наблюдается.
Пример изготовления простого корпуса для электронных устройств.
Для проверки функциональности приспособления, с его помощью был собран «пробный» вариант корпуса. На момент изготовления корпуса, приспособление не было до конца доделано (не было отражателя, «обходного провода», не зафиксированы провода), главное было проверить работу прижимного устройства и качество формируемых углов.
В качестве основного материала были использованы обрезки пластика толщиной 2,8мм (от корпуса выброшенного телевизора). Корпус изготовлен по принципу соединения двух «П» образных профилей.

Разметка производилась с внутренней стороны заготовок, с оставлением небольших отступов.

Для начала заготовка устанавливается в приспособление для юстировки конструкции в зависимости от толщины пластика. Юстировка производится с помощью винтов обеспечивающих крепление основания прижимного устройства к станине. Выставляется угол 90 градусов между основанием и рычагом, при условии упора прижимной планки в заготовку.


Далее заготовка зажимается по разметке верхней зажимной планкой и после прогрева, формируются углы нижней части корпуса. Потом аналогичным образом и верхней части корпуса.


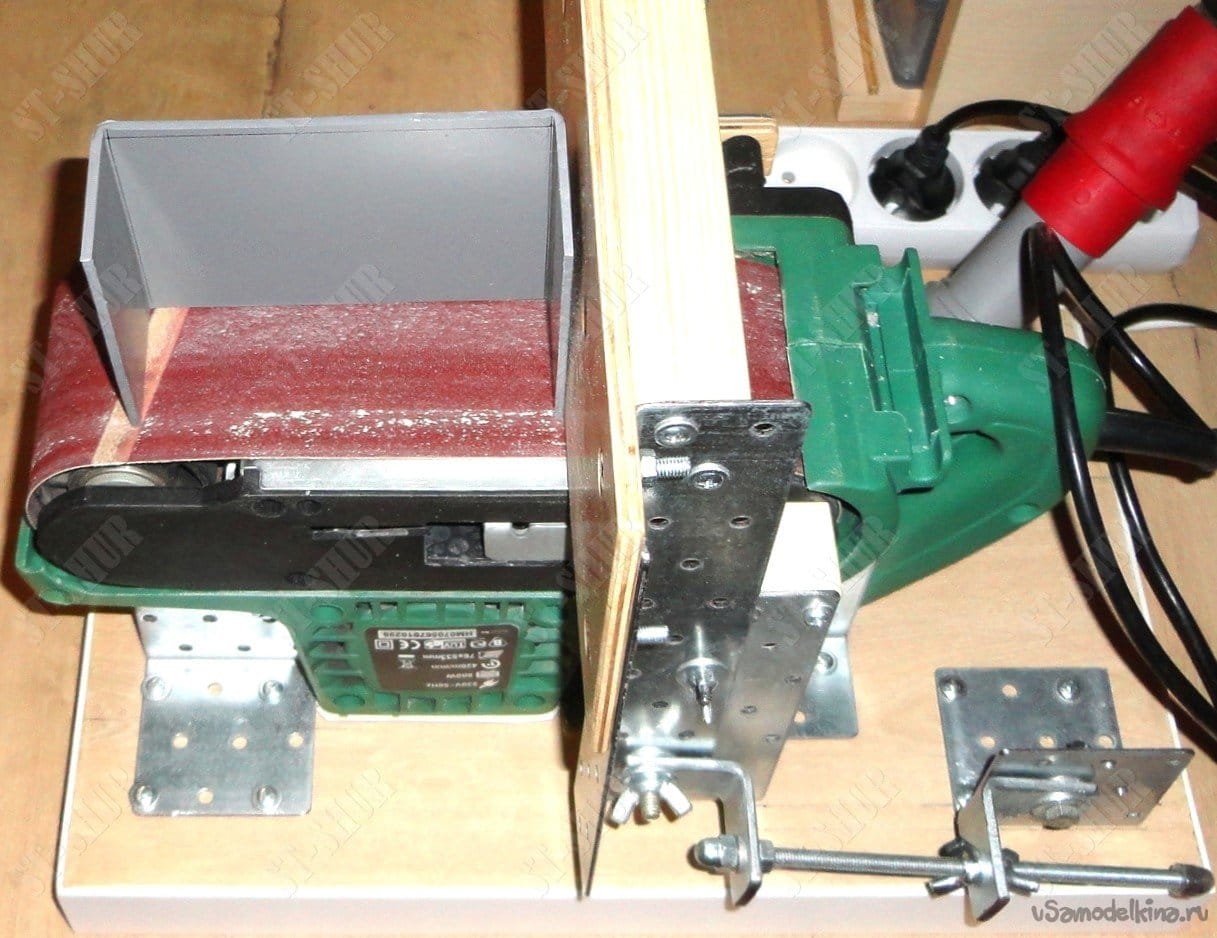
Потом с помощью ЛШМ, точно по разметке был сточен отступ на одной боковой стороне нижней части корпуса. Дальнейшая подрезка краев частей корпуса производилась с помощью МФИ «Dremel».


Соединение частей корпуса осуществляется с помощью боковых планок, из «Г» образного алюминиевого профиля размерами 116х35х10х1,5мм, крепежа М3 и шурупов диаметром 2,5мм.
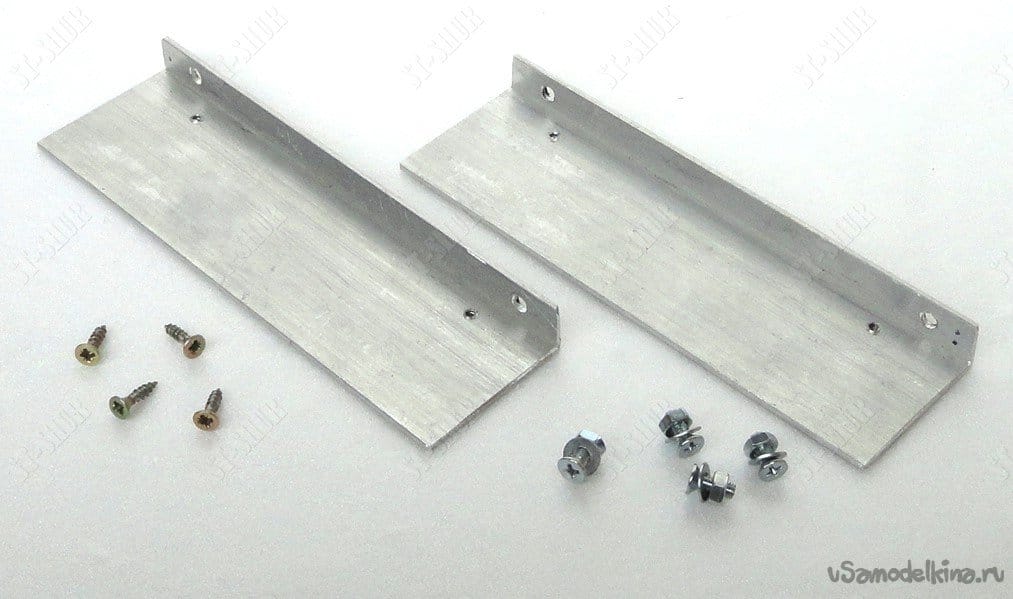



Корпус получился достаточно крепкий и удобный, с внутренними размерами для монтажа 116х72,5х33,5мм. Кроме того вместо гаек можно сразу использовать стандартные стойки для печатных плат. Боковые планки можно использовать, как радиаторы для рассеивания небольшой мощности.
Если что-то в описании упущено, надеюсь, эти нюансы можно рассмотреть на представленных фото. Заранее прошу прощения за возможные ошибки и опечатки.
Если нужна дополнительная информация, пишите на почту, постараюсь обязательно ответить. Отзывы, идеи, предложения по улучшению конструкции и комментарии приветствуются.
Июнь 2021г.
Станислав Шурупкин.
Email: st-shur@mail.ru
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.