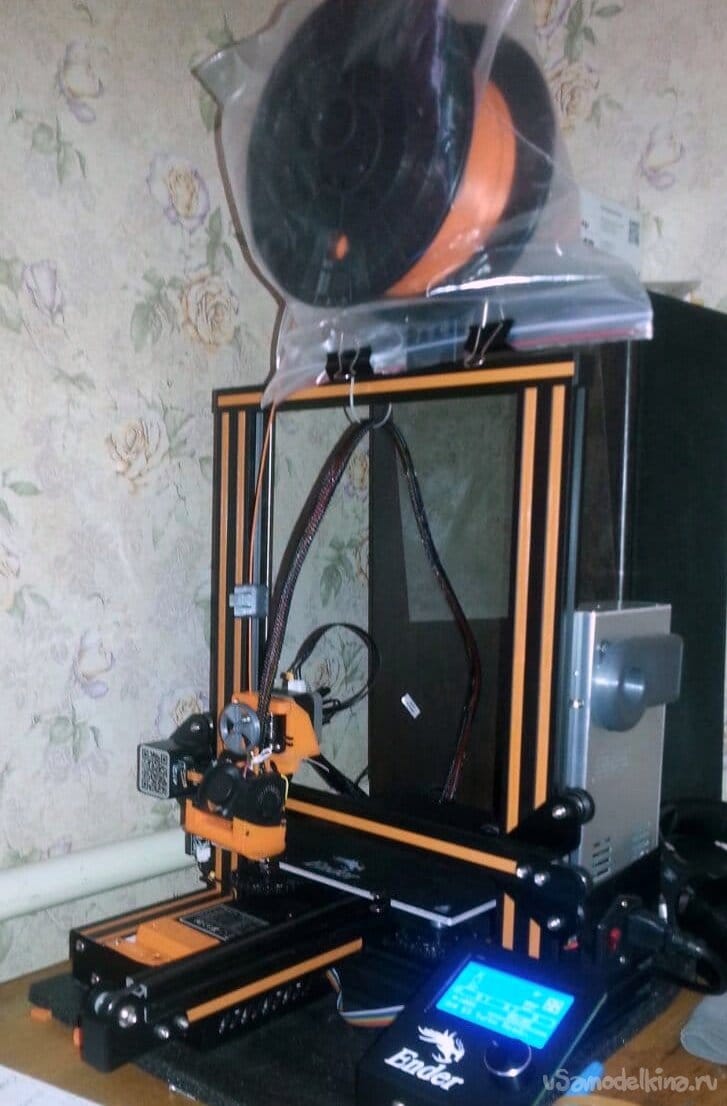
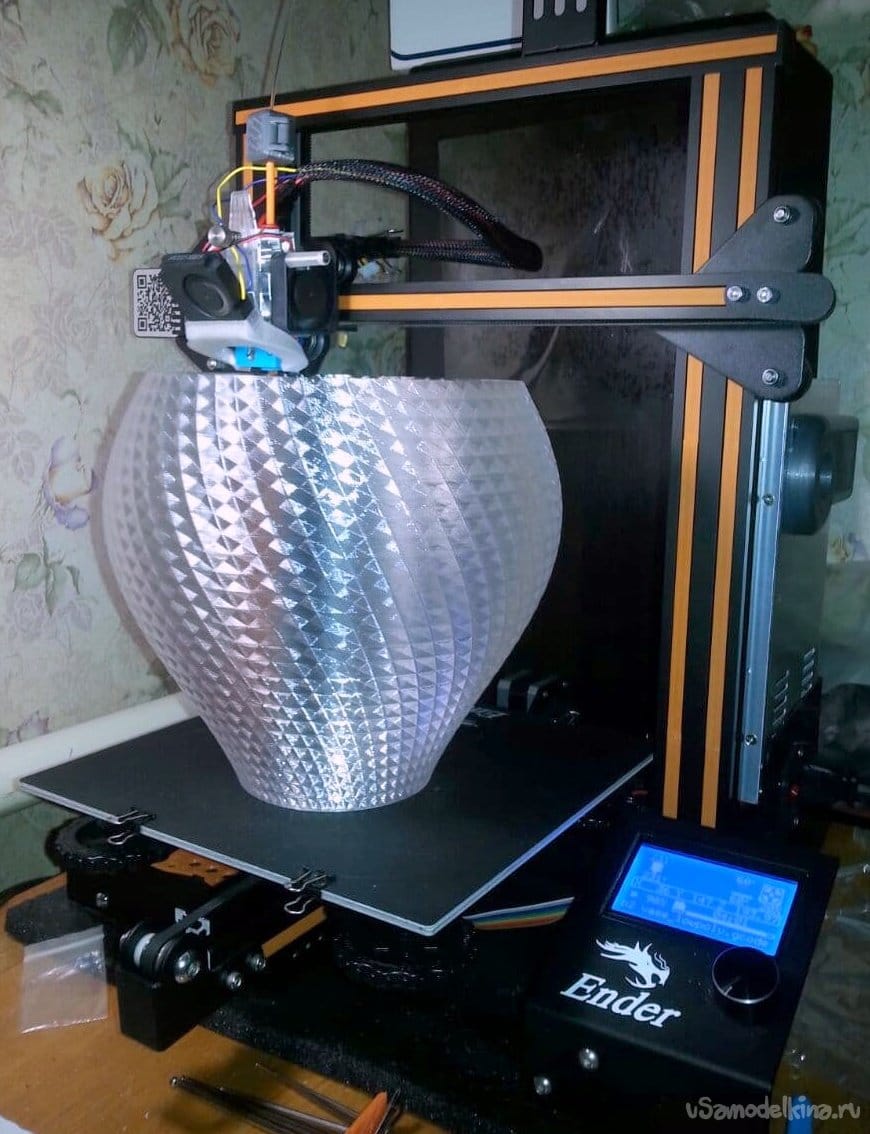
Уже прошло полгода, как я приобрел себе одну из самых распространенных моделей 3D принтеров — Ender 3 от китайской компании Creality.
Эта модель весьма неплохо печатает «из коробки», и ее смело можно рекомендовать любому новичку. Также эту модель приобретают профессионалы для создания ферм.
Также существуют его старшие братья — Ender3 Pro и Ender3 V2. В обеих горизонтальная направляющая оси Y заменена с профиля 20×40 на профиль 40×40 мм, и установлен более качественный блок питания.
В версии V2 экран заменен на «сенсорный», что ухудшает функционал принтера, в сравнении с классическим LCD12864.
В этой статье я расскажу, какие улучшения я установил, в частности про крепление датчика автоматического выравнивания 3DTouch (BLTouch) собственной разработки.
Материалы, необходимые для самоделки.
— Материнская плата BTT SKR E3 Turbo TMC2209
— BMG Wind V6 DD (Mellow)
— 3DTouch V3 Trianglelab
— Сопла латунь NF V6
— Сопла V6 латунь Trianglelab
— Филамент eSUN PETG
— Филамент для 3D печати PLA ABS.
Инструменты, использованные автором.
— 3D принтер Creality Ender 3
— Дремель
— Часовой индикатор механический
— Штангенциркуль цифровой.
История принтера.
3D принтер Ender 3 приобретался в стоковом виде на Али. Первые два месяца я учился печатать и моделировать, изучал возможности увеличения скорости печати.
Начинать именно со стоковой версии стоит, если Вы ограничены в бюджете, или хотите в подробностях изучать 3D печать. Если же нужна боевая, достаточно быстрая, и почти всеядная машина — то можете установить те же модификации, как это сделал я (о чем будет также рассказано в статье).


Моделирую я в программном комплексе Fusion360 — он удобен, и бесплатен для домашнего пользования.
Отличные уроки по моделированию в нем Вы найдете на YouTube канале «Дядя Паша».
Стоковая голова с хотэном MK8 уже сильно устаревшее решение, да еще и реализованное с системой дистанционной подачи филамента (через удлинительную трубку Bowden). Длина «отката» (возврата пластика для перемещения головки между отдельными элементами без вытекания оного) составила аж 6.4 мм. Это сильно снижает скорость, и делает невозможным печать гибкими (резиноподобными) пластиками.
Также при такой подаче нет смысла включать один из важных механизмов оптимизации подачи пластика — LinearAdvance, впрочем, и комплектная материнская плата не поддерживает его. Как следствие — печать на относительно низкой скорости, или нарушения геометрии изделий в виде выпирающих углов и прочего.
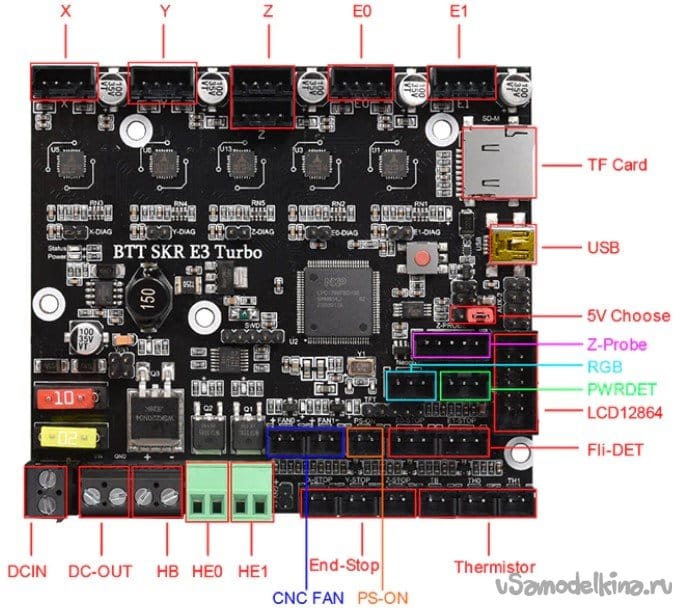
Первым делом была заказана новая материнская плата с тихими драйверами TMC2209 — SKR E3 Turbo от компании BigTreeTech. На ней уже стоит быстрый 120МГц 32-битный процессор LPC1769. Для перепрошивки можно использовать microSD карточку (вместо танцев с ардуино или провода с переходником).
Также есть возможность подключения к плате второго экструдера.

После замены платы и перепрошивки на Marlin 2.X, шум от шаговых двигателей стал почти незаметен. Плата встает на место старой без доработок напильником — она специально сделана именно под эту модель другой компанией, что прямо говорит о популярности принтера Ender3.
Наконец, с новой платой заработал механизм оптимизации LinearAdvance, и появился смысл в установке головы с прямой подачей пластика.
Для начала я реализовал «бомж-вариант», распечатав монтажную панель, и установив на каретку родной фидер (шаговый двигатель с шестернями, подающий пластик). Он весьма тяжелый, и добавляет аж 330 грамм к общему весу головки с кареткой. Несмотря на большой вес каретки оси X, он все же более чем в два раза меньше веса стола (ось Y). Так что в ограничения по ускорениям и скорости движения раньше «упрется» стол, а не головка.




Как итог — ретракт на такой головке почти с прямой подачей пластика стал в четыре раза короче — 1,6 мм против 6,4 мм на Боудене. Уже можно пробовать печатать резиноподобным пластиком.
Калибровку длины отката и скорости движения пластика можно быстро сделать с помощью следующего теста.
Есть и большой набор базовых калибровок, который Вы найдете по следующей ссылке.

Теперь руки дошли до установки новой печатающей головки, и свой выбор я остановил на BMG Wind V6 от компании Mellow. Существуют две версии этой головки — левая и правая (по расположению шагового двигателя фидера).
Не знаю, по какой причине, но правая версия популярнее, и готовых обвесок для нее разработано достаточно много.
Я же выбрал левую версию (с хотэндом V6), поскольку с ней развесовка каретки намного лучше, и меньше нагрузка на подшипники и ролики OpenBuilds.
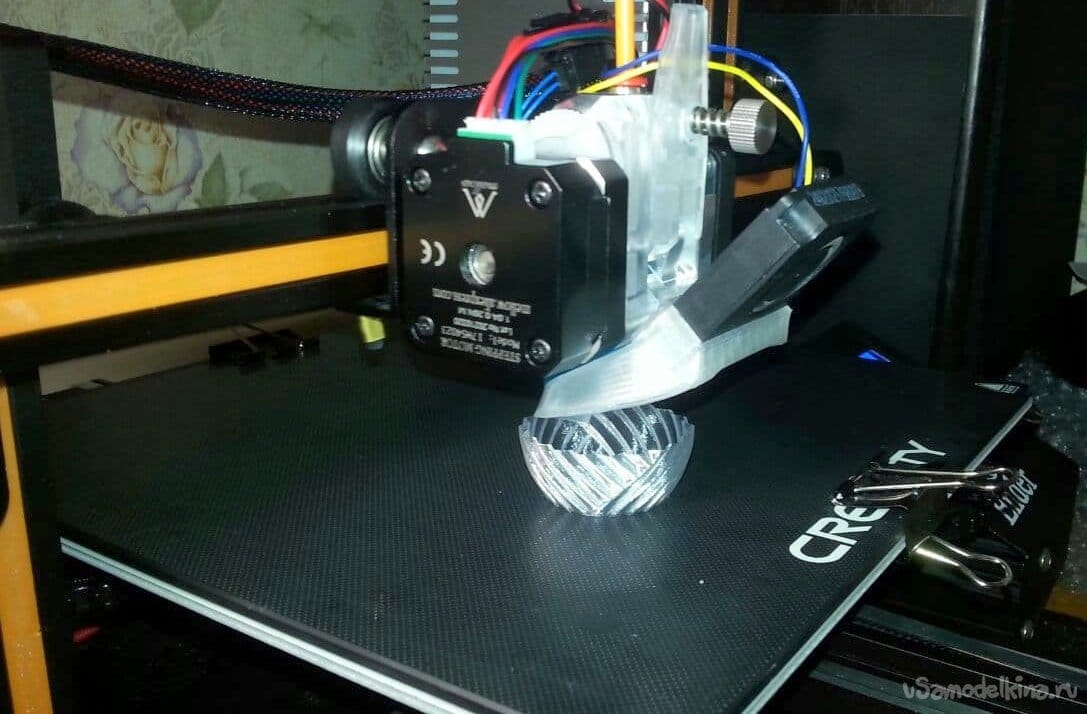
Это - уже полноценная головка с прямой подачей пластика. В ней объединены фидер и охлаждающая часть в одном блоке. Отличный зацеп обеспечивается сразу двумя шестернями (DualDrive). Итоговый вес головки с двигателем и хотэндом - всего 230 грамм.
Как результат - ретракт 0,7 мм для пластика PETg и коэффициент LA (K-фактор) 0,05!

Вместе с головкой были заказаны латунные сопла V6 0,2-0,8 мм. Качество приблизительно такое же, как и у сопел V6 от Trianglelab.
Про комплектные сопла от принтера можно забыть — печатать на них то еще «удовольствие».


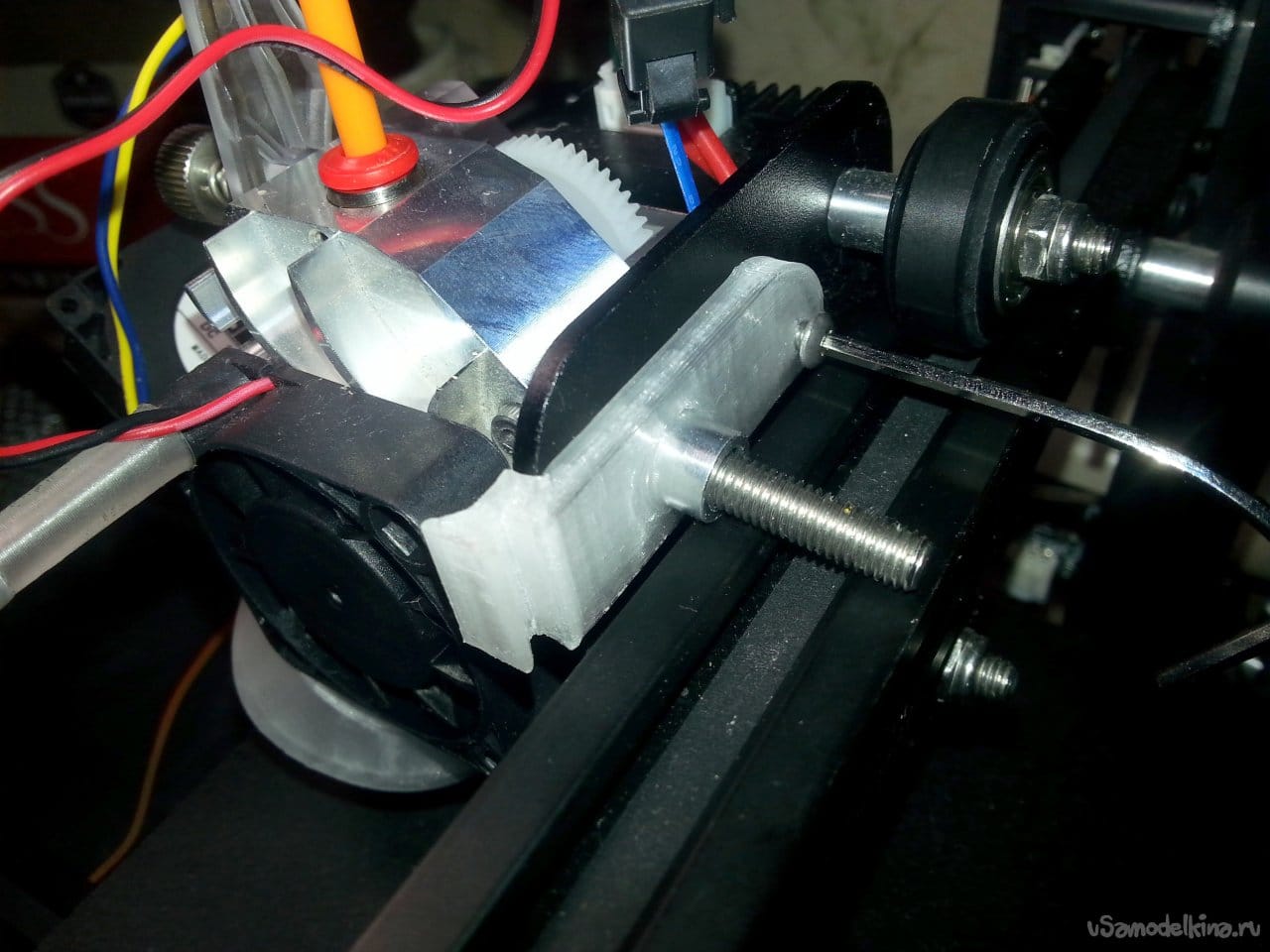
При всех достоинствах этой головы, на ней предусмотрены всего два отверстия для крепления, и они предназначены именно для датчика BLTouch. Соответственно, вентилятор с соплами обдува модели вешать некуда.
Народ выходит из этой ситуации по-разному: в основном, между шаговым двигателем и блоком головки устанавливается дополнительная пластина, а уже к ней крепится датчик и/или вентиляторы.
Такое решение, хоть и немного, но увеличивает общую ширину головы, сдвигая двигатель в сторону. В случае с головой в левом исполнении велик риск упереться в защитную крышку концевика оси X.
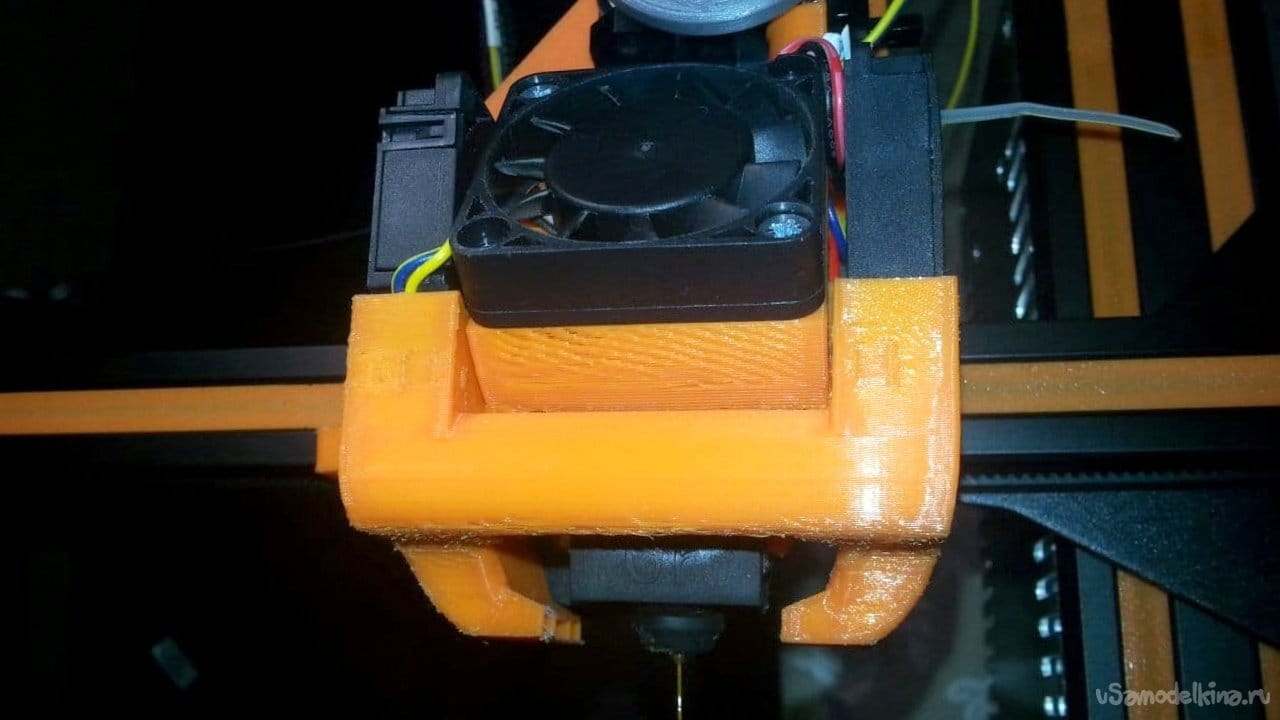
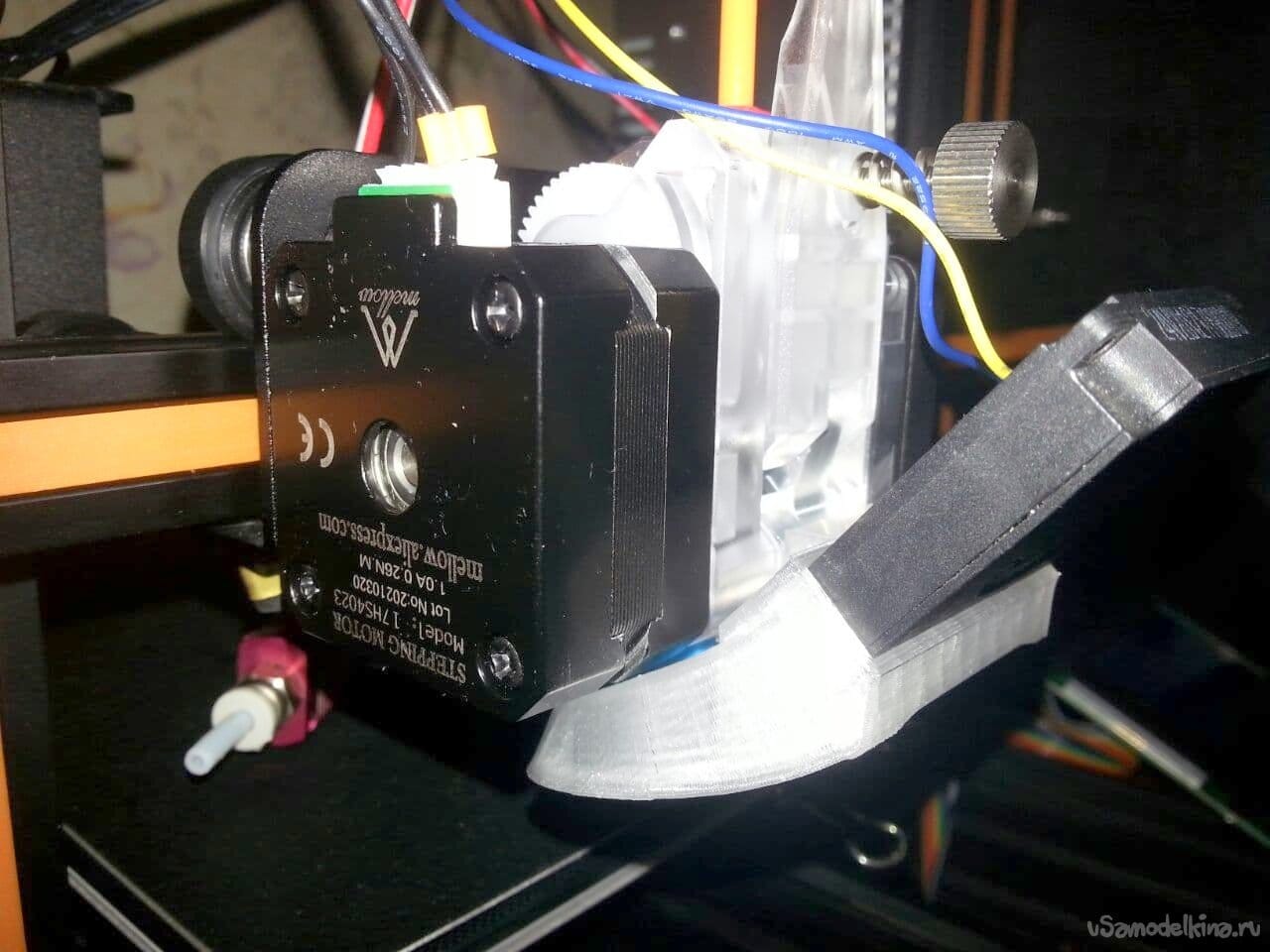
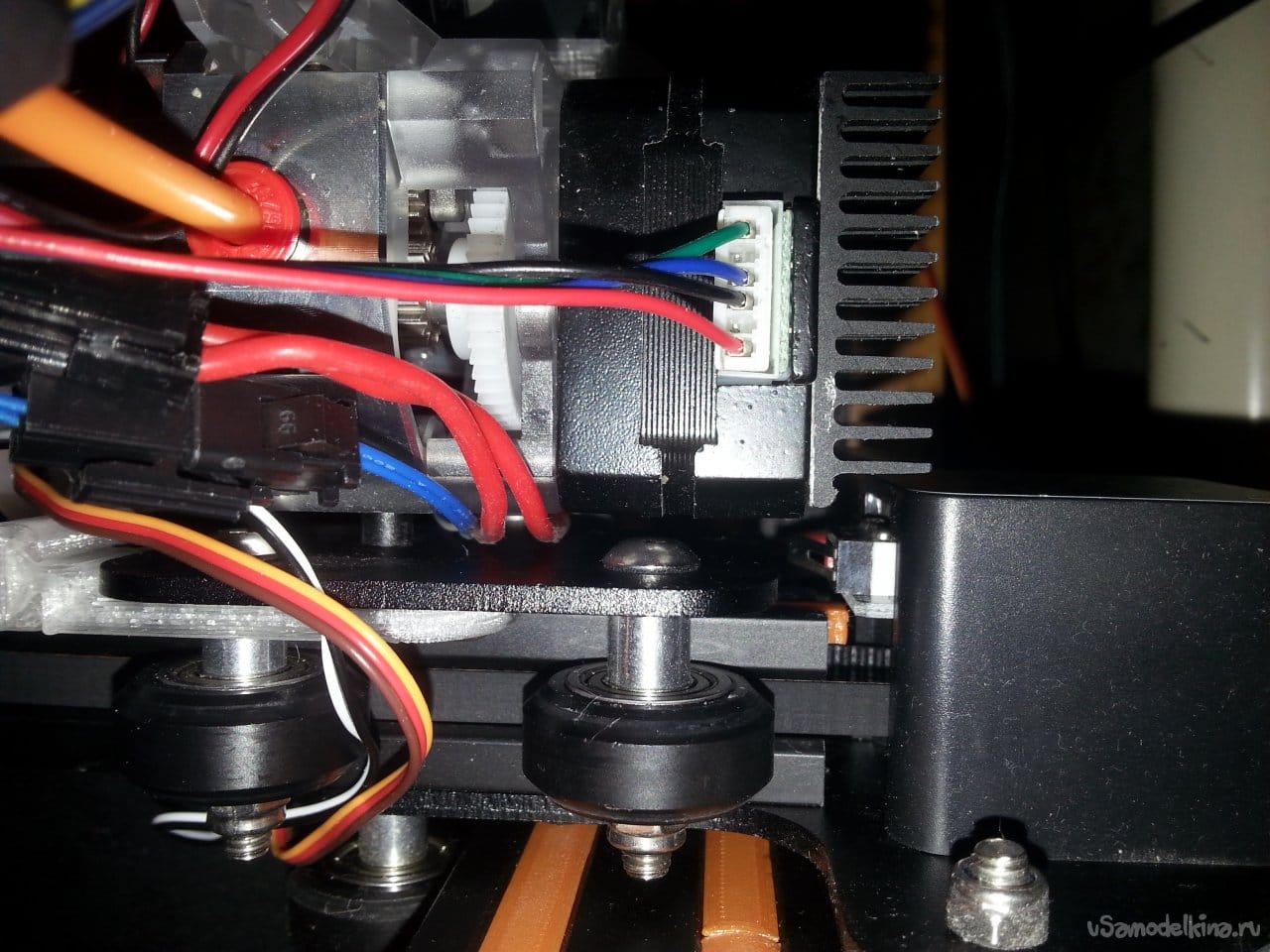
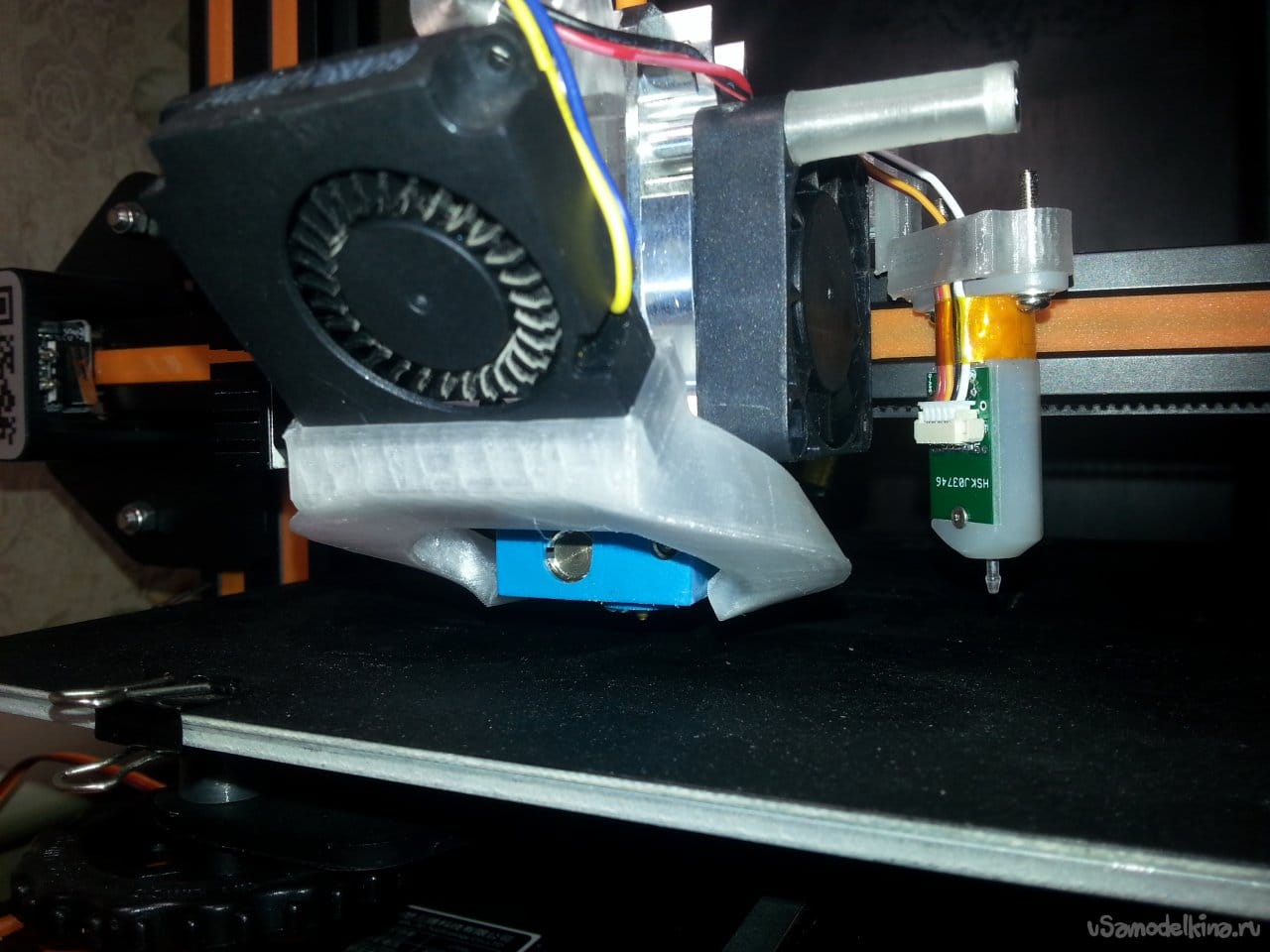
Мне и так пришлось срезать ряд ребер радиатора охлаждения шаговика дремелем, это видно на фото.

Наконец, последнее из дополнений, с которым ключевые доработки принтера можно считать завершенными.
Это датчик «автоуровня» или автоматического измерения кривизны стола 3DTouch V3 от Trianglelab. Это дешевый клон оригинального датчика BLTouch.
С таким датчиком будет намного легче получить «идеальный» первый слой, от которого зависит не только качественное прилипание модели к столу, но и геометрия всей печатной модели в дальнейшем.
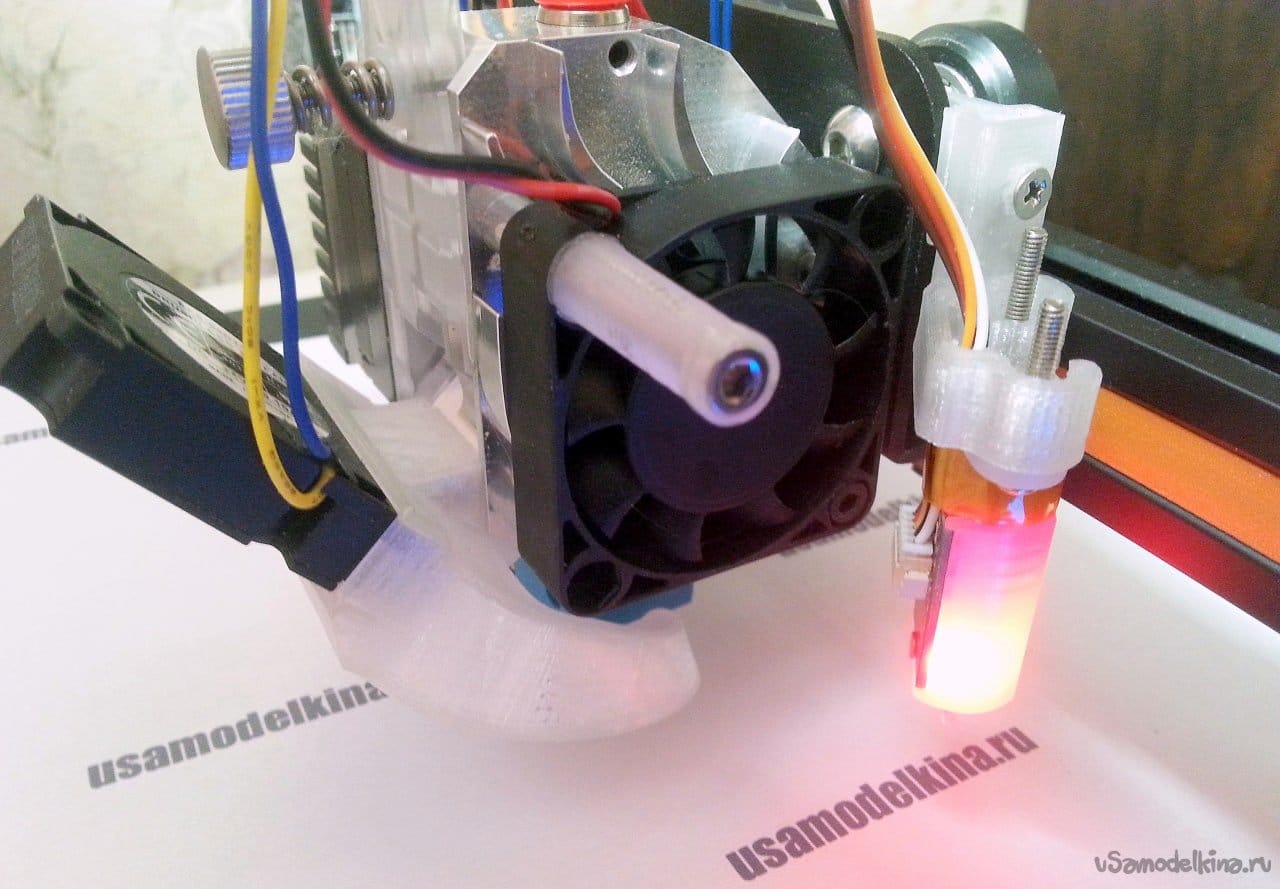
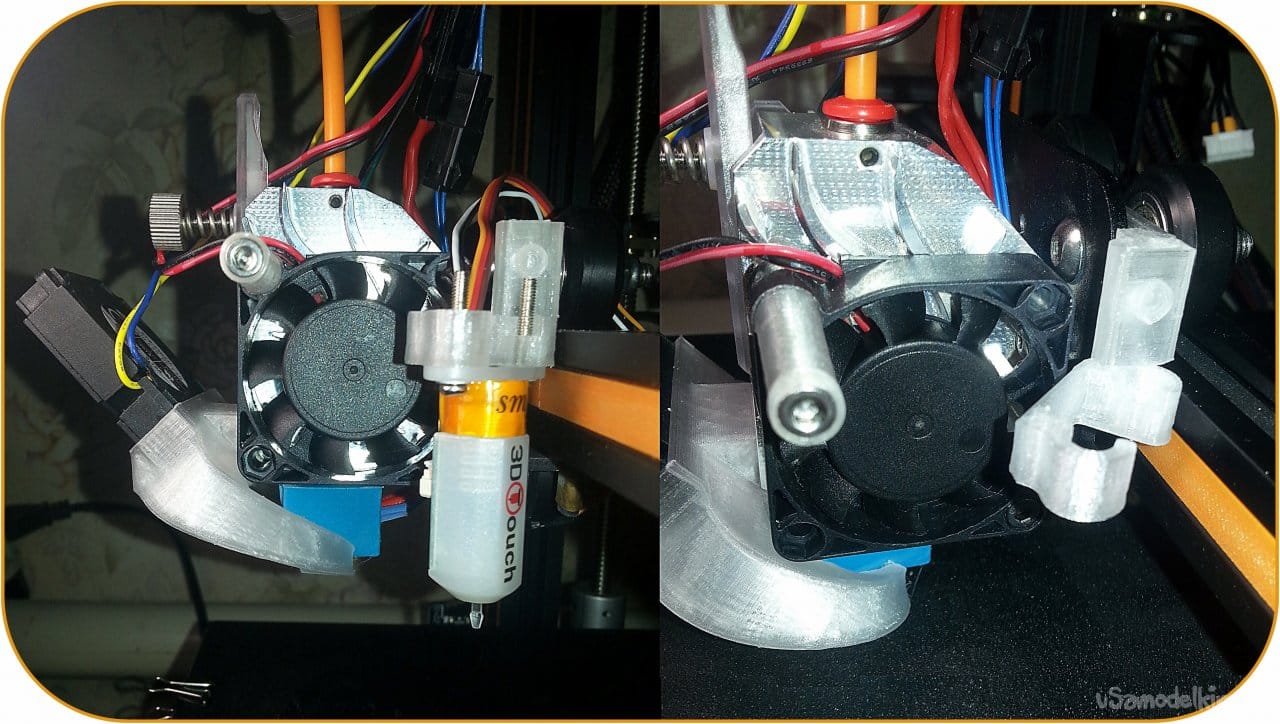
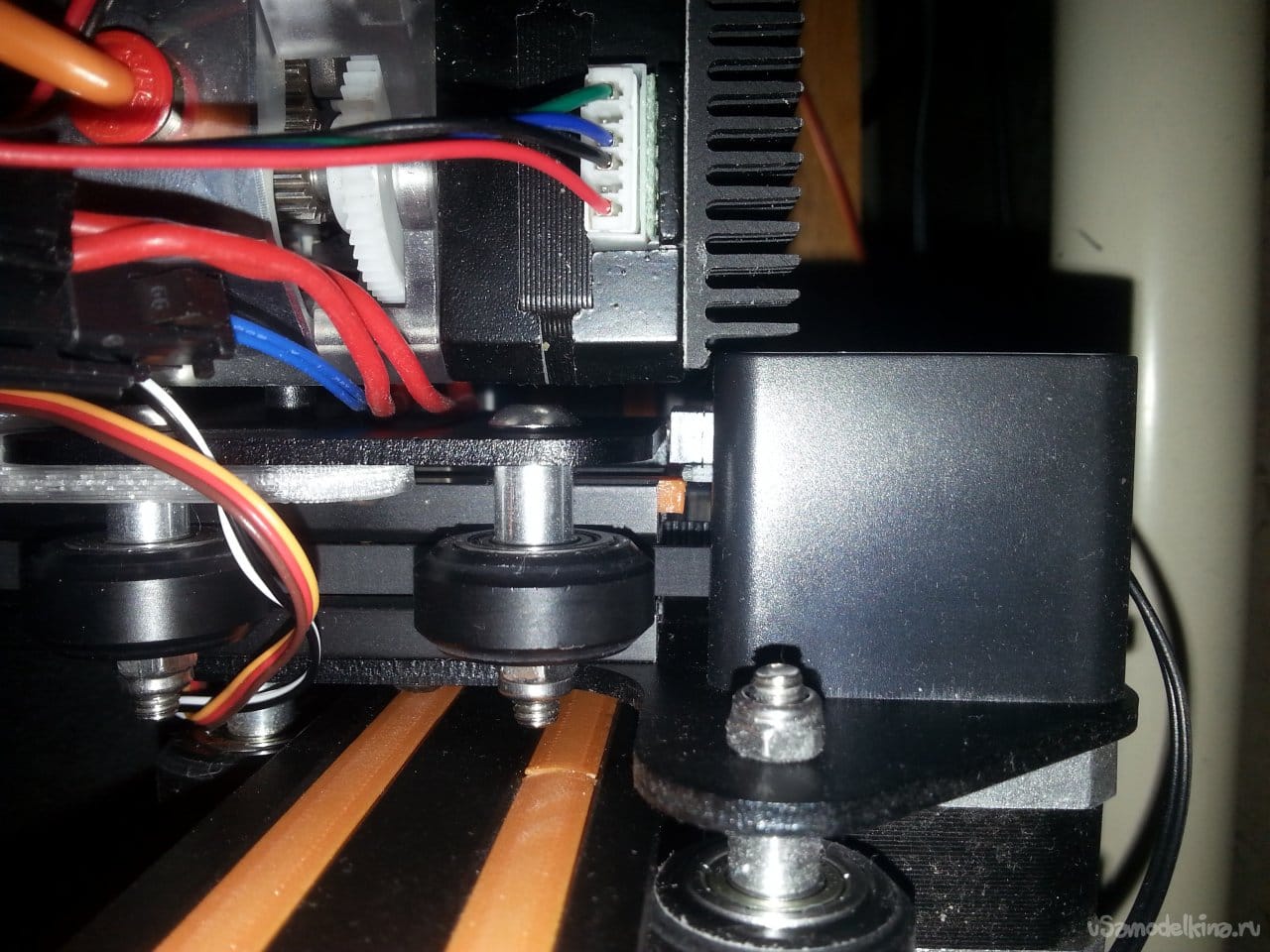
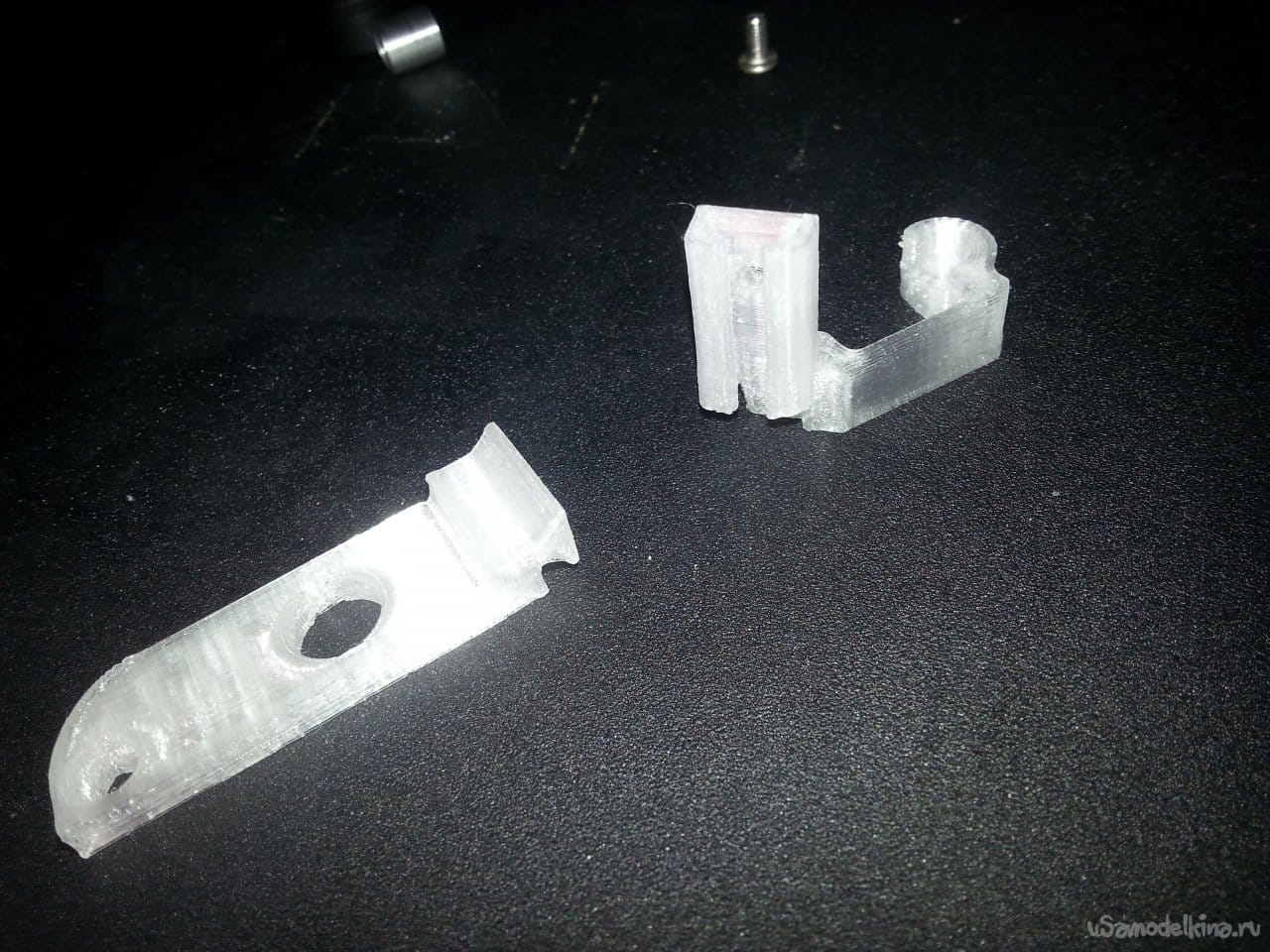
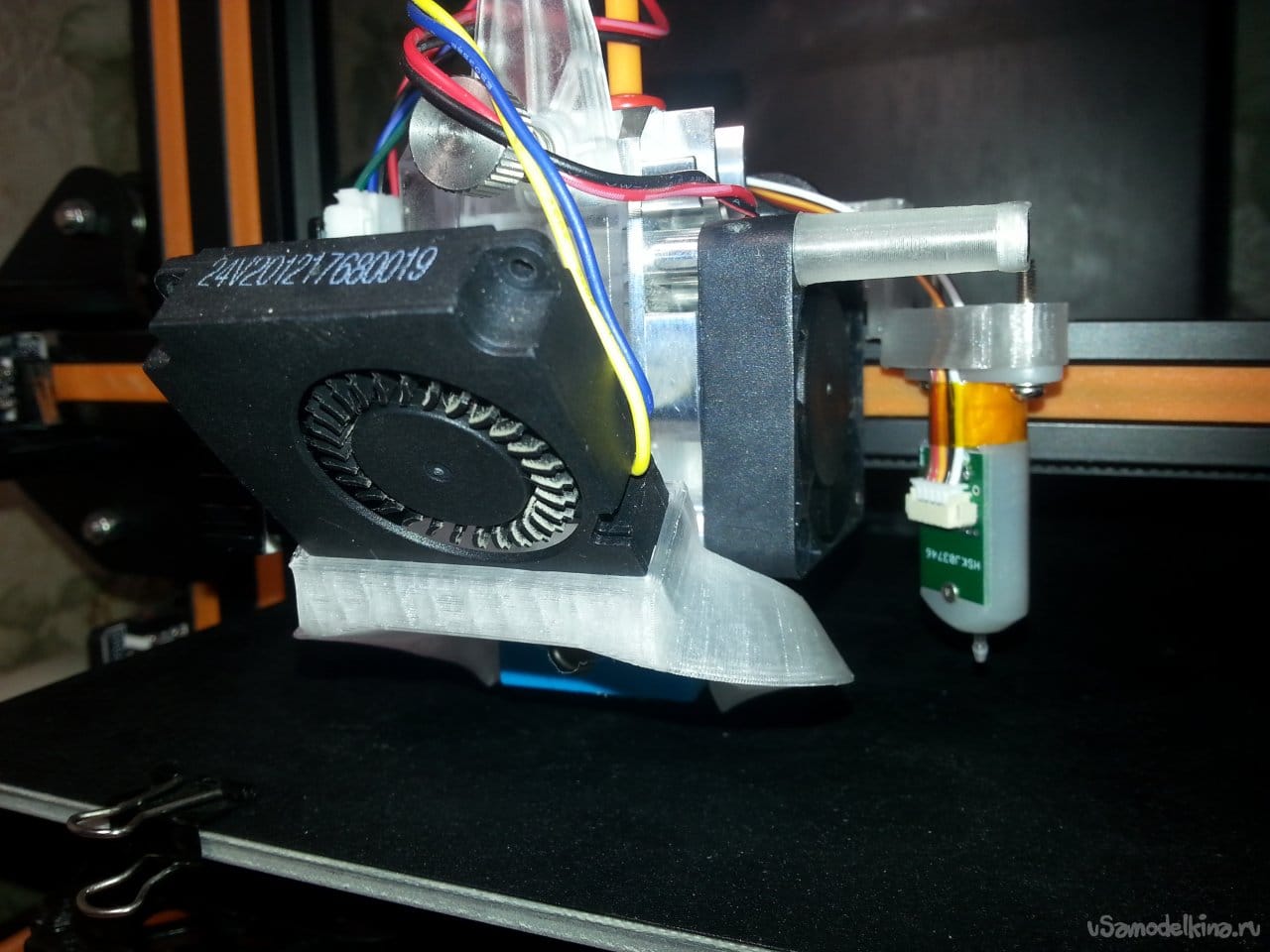
Не найдя подходящего варианта крепления датчика, я разработал собственное. Место установки совсем нестандартное — на втулку ролика каретки.
Крепление состоит из двух деталей — серая устанавливается на заднюю часть каретки, а желтая — может двигаться по вертикали, для корректировки положения датчика.
Нужное положение подвижной части фиксируется винтом m3, под который я сделал отверстие 2,5 мм.
Модели Вы найдете по следующей ссылке.
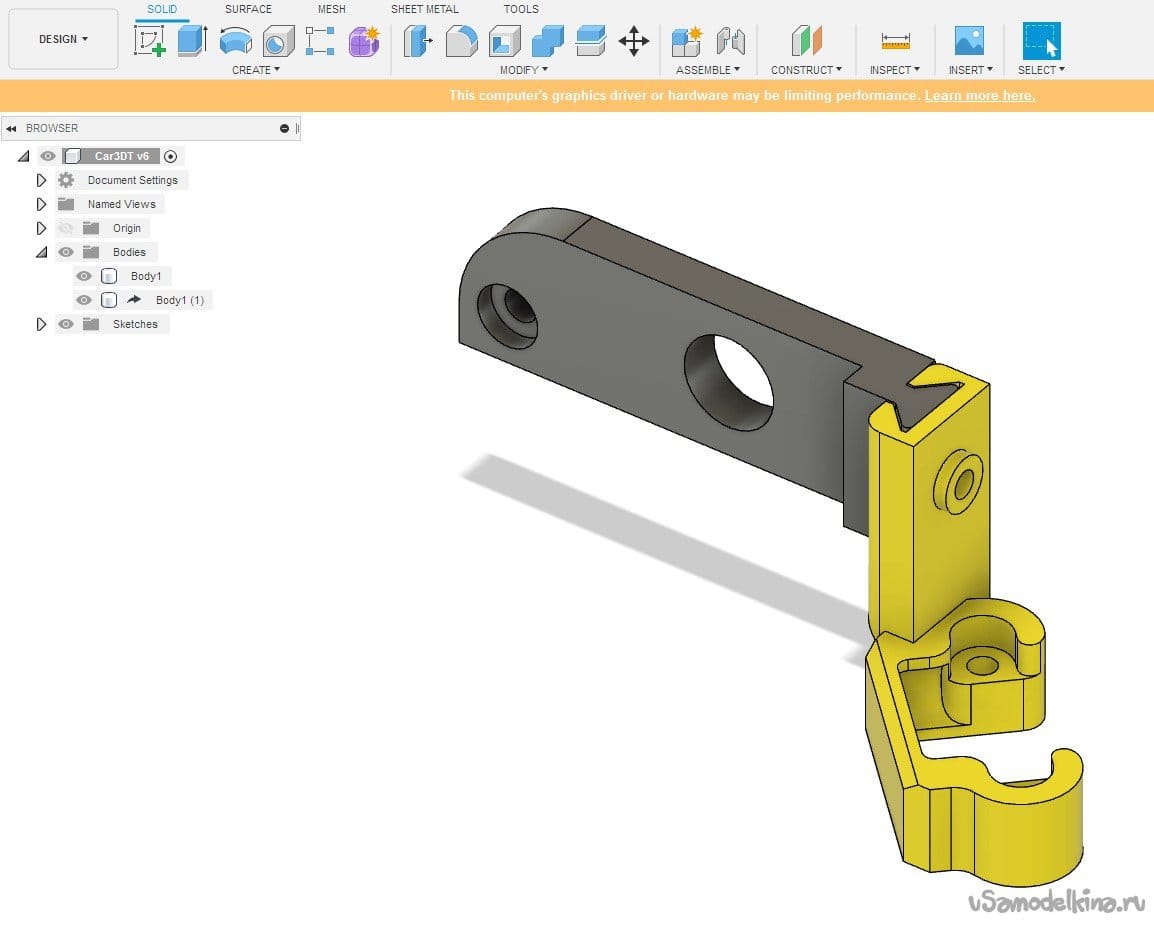
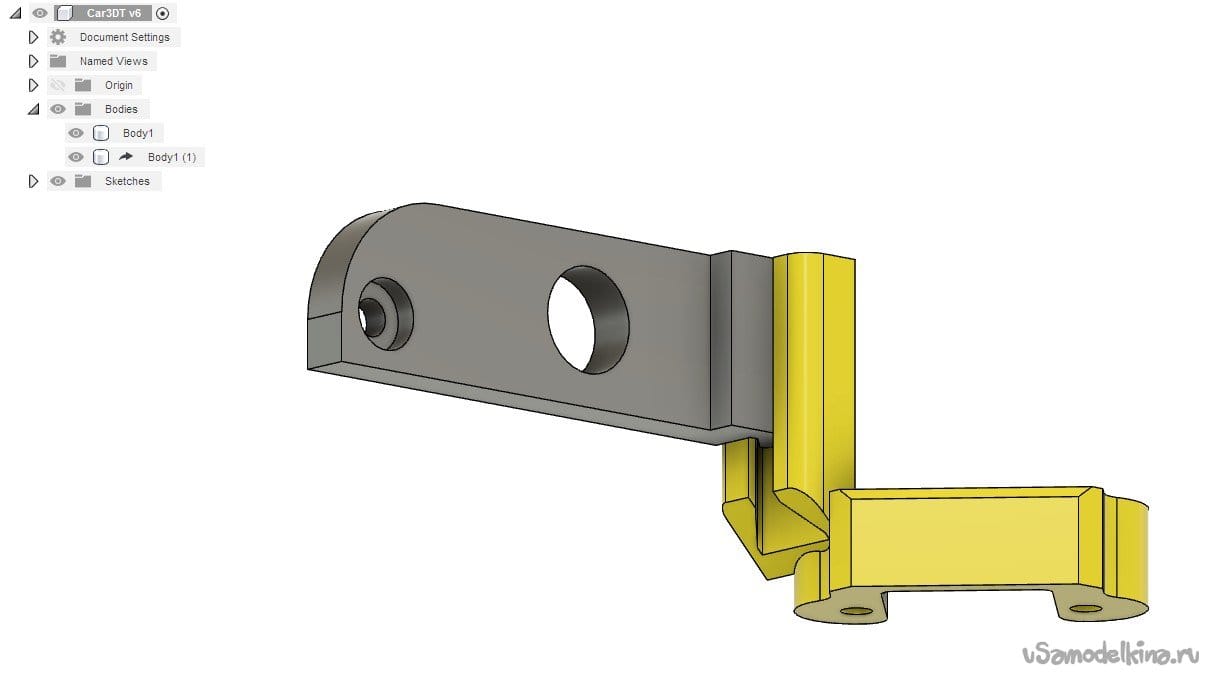
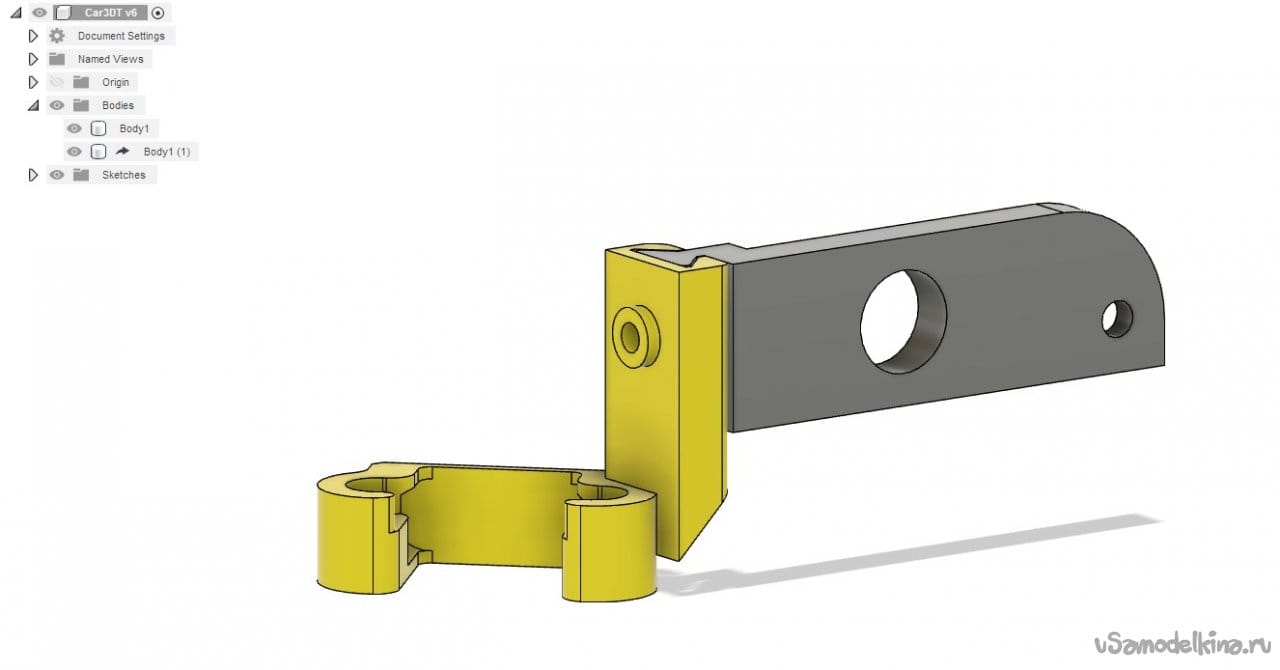
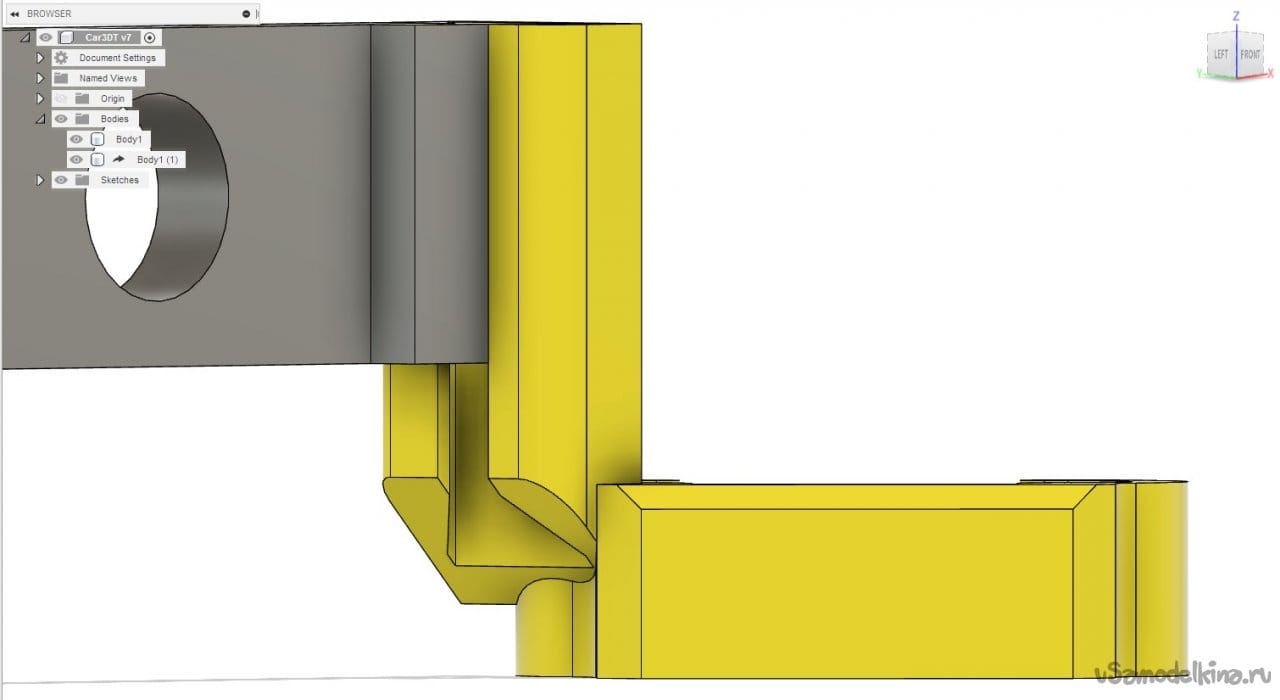
Мной использовано соединение типа «ласточкин хвост». Специально сделан технологический зазор с расчетом на дефекты печати.
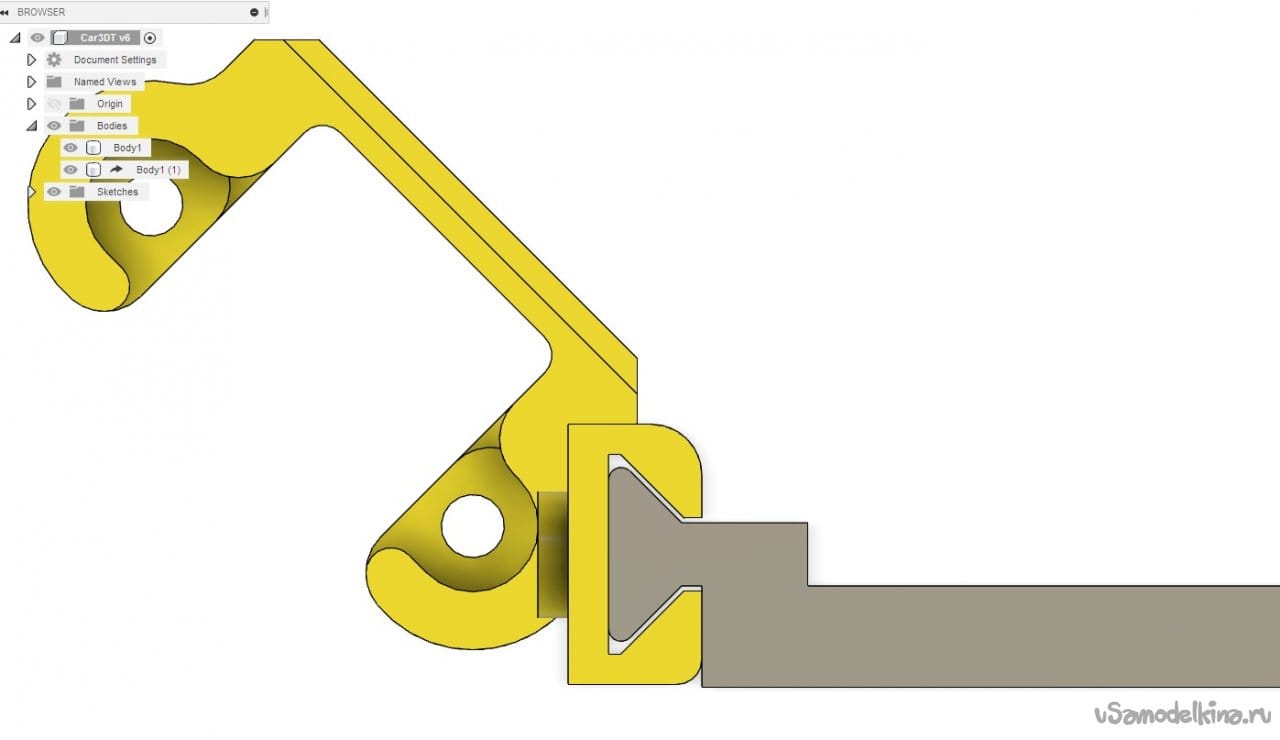
Обе модели печатаются в вертикальном положении по отдельности.
Поддержки не требуются, для чего в нижней части подвижной детали предусмотрен скос под 45 градусов.
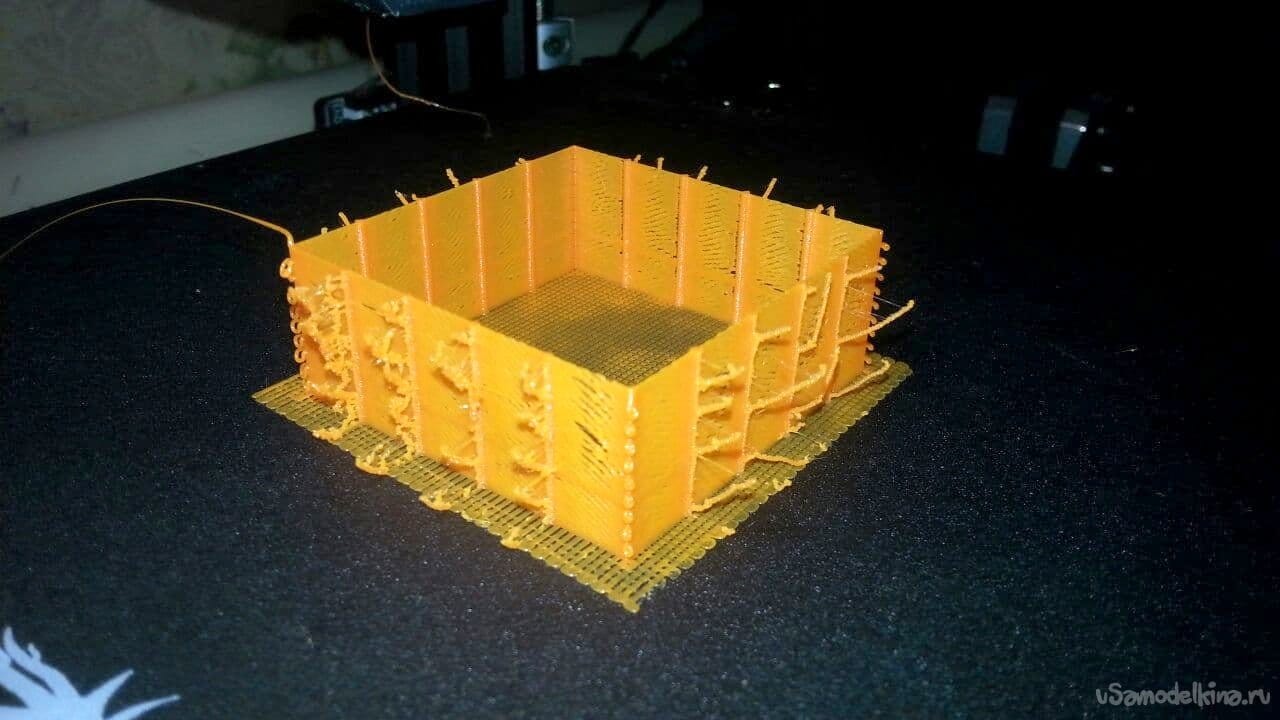
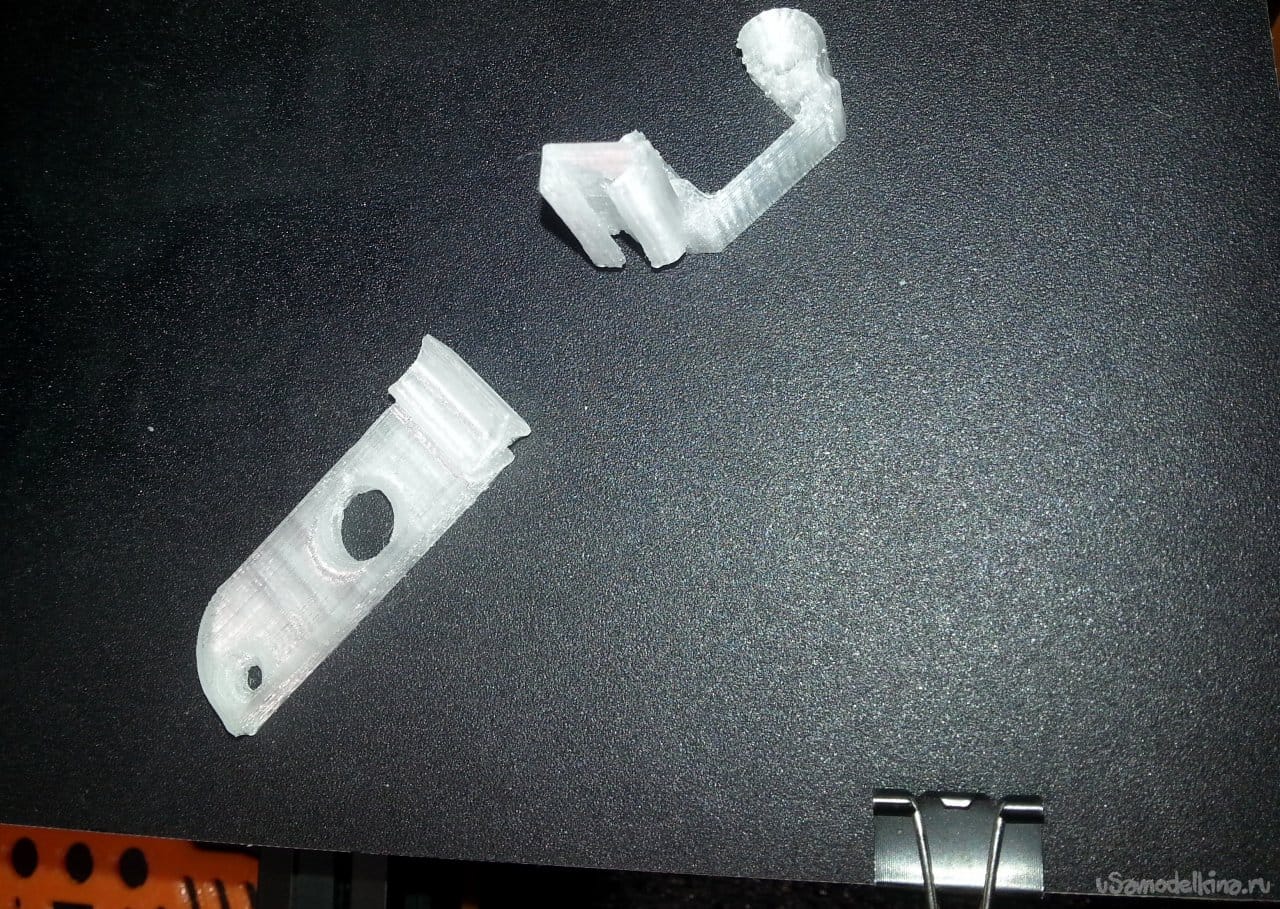
Детали распечатал прозрачным пластиком PETG, это версия без корректировок, сделанных в моделях.
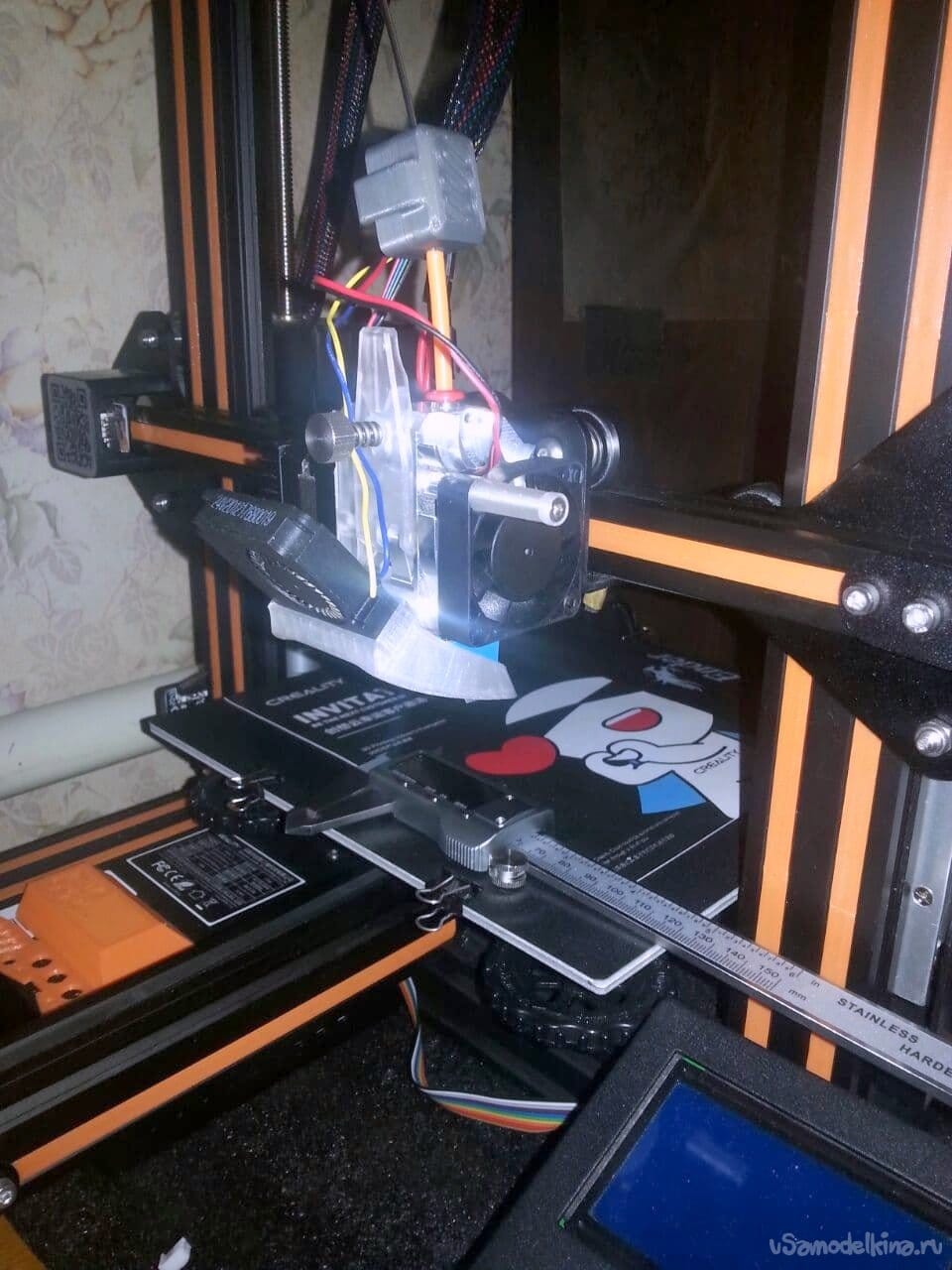
Первым делом открутил правый верхний ролик каретки, и снял его. Втулка вставляется в большое (8 мм) отверстие переходной пластины.

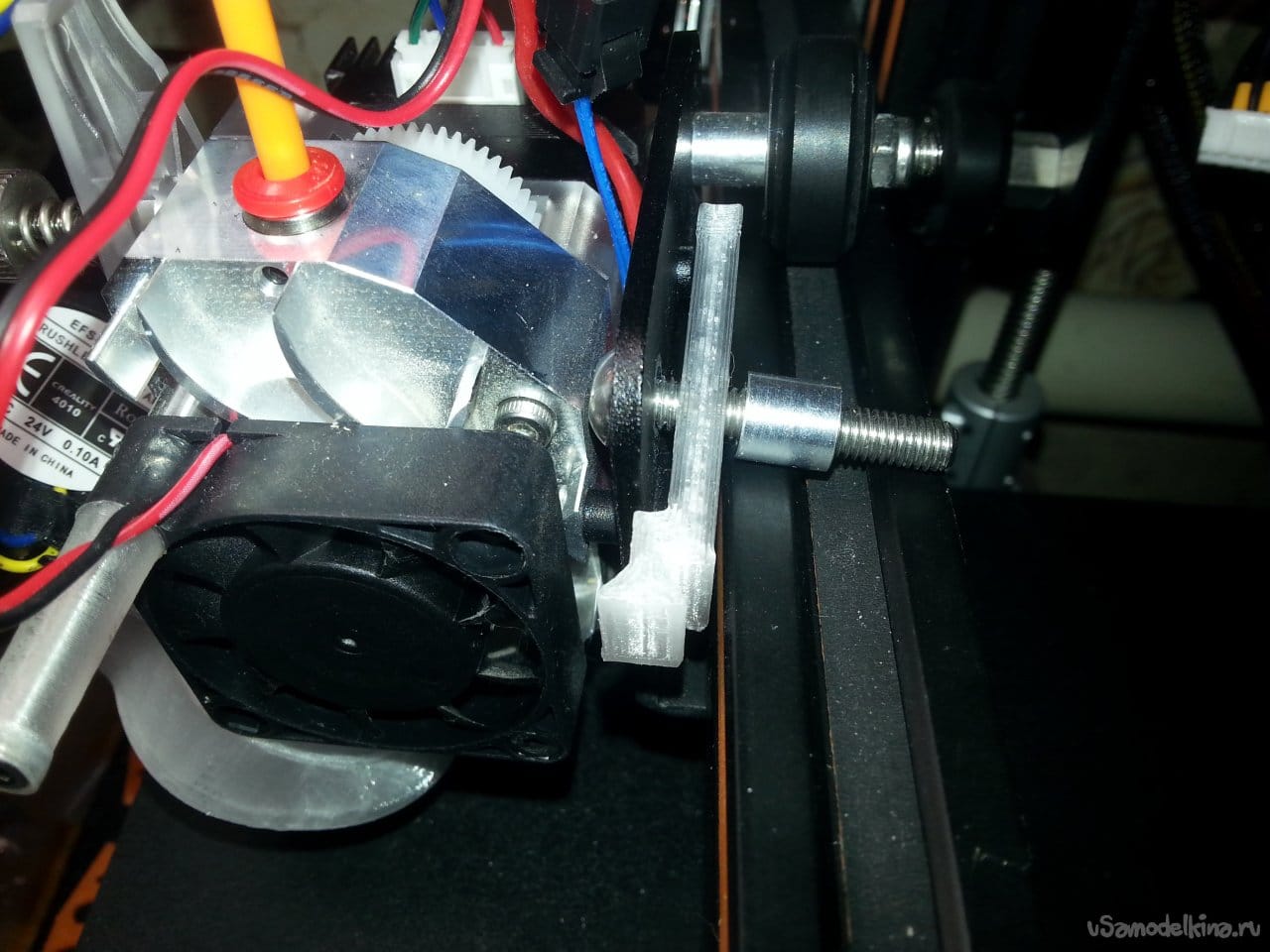
Через мелкое отверстие (3 мм) вкручивается винтик, которым раньше крепилась крышка головки. Он фиксирует пластину на каретке.
На ласточкин хвост надевается подвижная часть, и подгоняется по высоте.

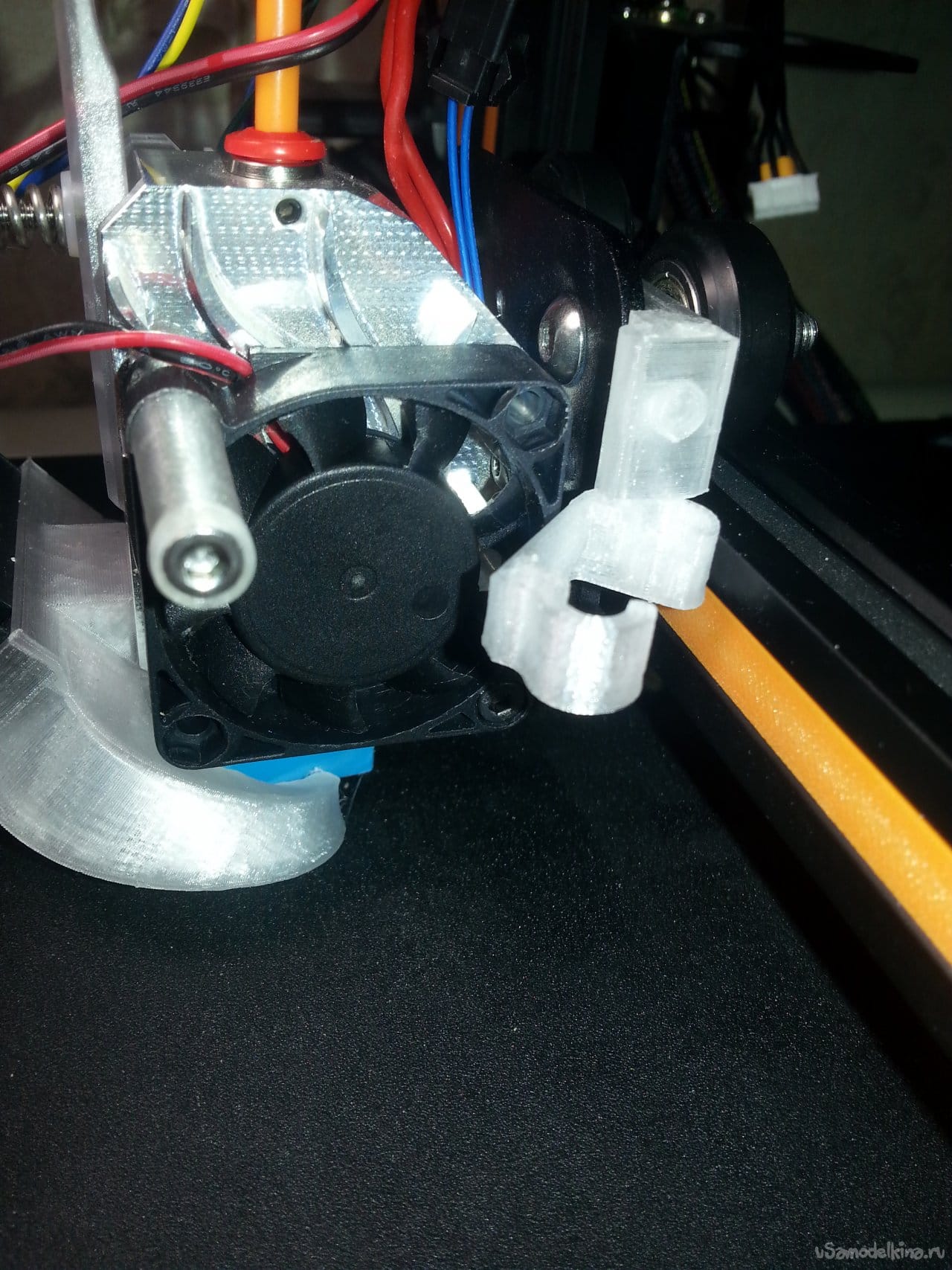
Остается прикрутить с нижней стороны датчик. Пока что закрепил его комплектными винтами. Пружинки тут не нужны — крепление жесткое, а регулировка осуществляется без них.
Про настройку датчика писать пока не буду, эта тема подробно раскрыта на каналах у Дмитрия Соркина и Сергея Ирбиса.


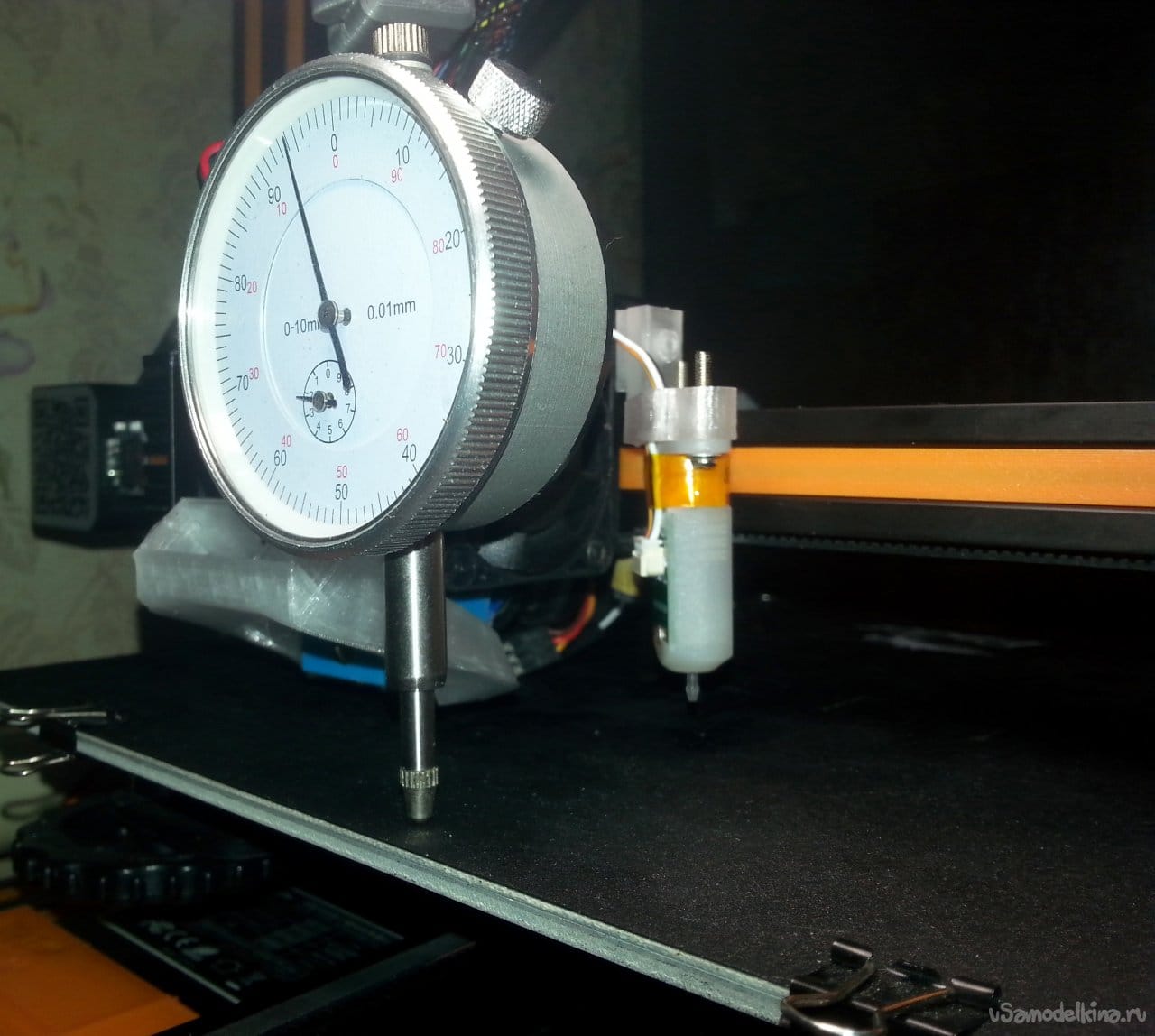
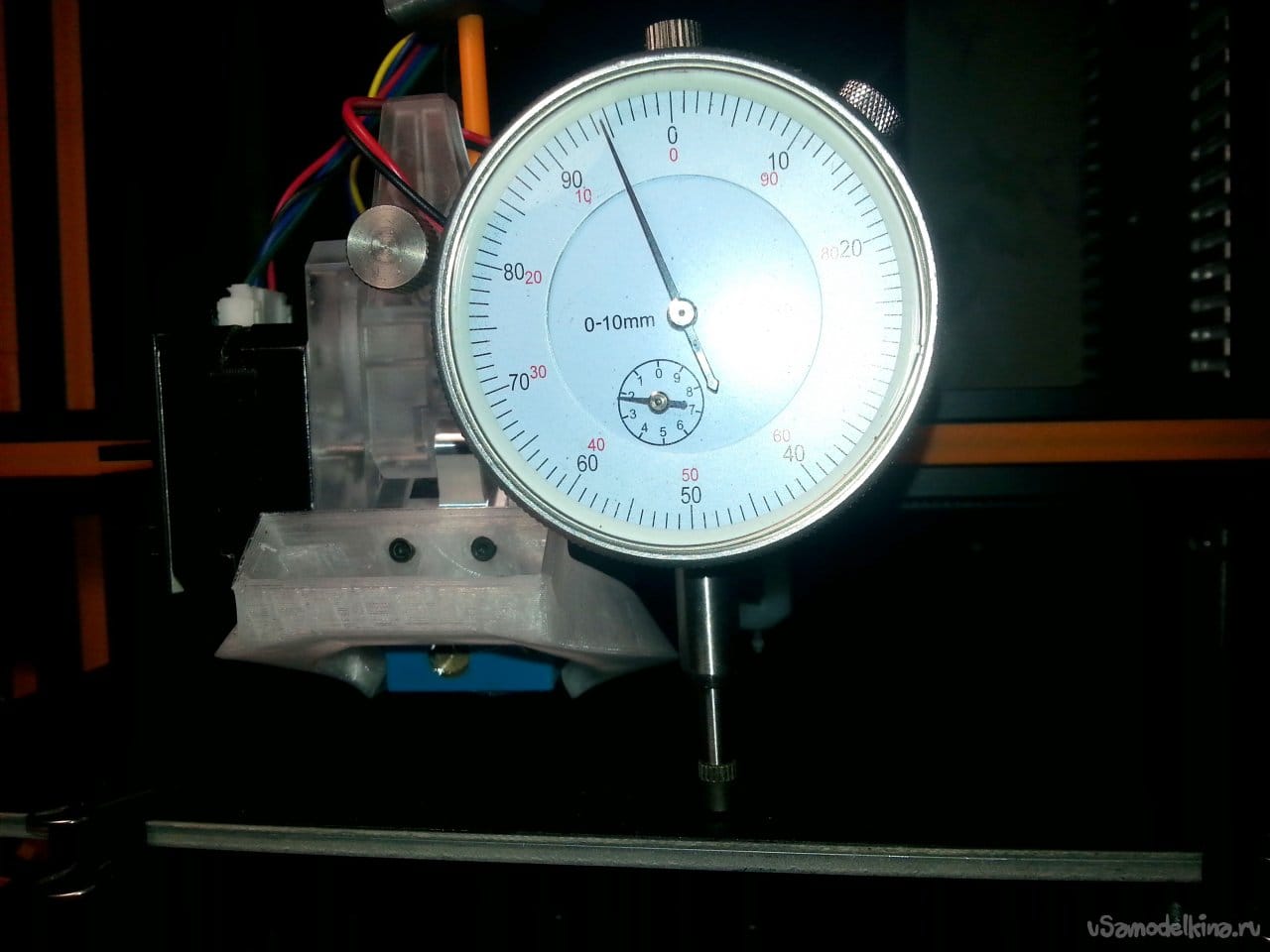
Кстати, на хитрый конический штырек, торчащий из вентилятора, крепится часовой индикатор. Это тоже хороший помощник для настройки уровня стола.
А без штангенциркуля к моделированию можно и не подходить.

Модели для печати в формате STL я выложил на популярном сайте Thingiverse, их Вы найдете по следующей ссылке.
Тем, кто захочет переделать модель — пишите комментарии, сброшу оригиналы (.step) для Fusion360.
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Подписывайтесь на телеграм-канал сайта, чтобы не пропустить новые статьи.