Возможно, у некоторых из Вас имеется так называемый «часовой индикатор», часто применяемый в токарном и 3D-печатном деле.
В этой статье я расскажу Вам, как можно приспособить часовой индикатор для измерения толщины объектов в пределах 12 мм.

Хотя для изготовления переходника я использовал 3D принтер, вполне можно сделать по такому же принципу похожее приспособление.
Материалы, необходимые для самоделки.
— Филамент eSUN PETG.
Инструменты, использованные при изготовлении.
— Часовой индикатор механический
— 3D принтер Creality Ender3
— BMG Wind V6 DD
— Материнская плата BTT SKR E3 Turbo TMC2209
— 3DTouch V3 Trianglelab
— Сопла V6 латунь Trianglelab
— Autodesk Fusion360, Cura.
Уже около полугода я занимаюсь 3D печатью, и для выполнения различных калибровок принтера требуются точные инструменты.
Приобретенный мной цифровой штангенциркуль не оправдал надежд, и имеет точность 0,04 мм (если сильно постараться — то на кончиках губок и ±0,02 выходит). Конечно, это намного точнее, чем дает обычный механический инструмент, и ее вполне достаточно для выполнения измерений при создании моделей.

Также я купил вот такой стрелочный «часовой индикатор». Изначально планировалось использовать его для калибровки уровня стола принтера, однако недавно был установлен датчик 3DTouch V3, и необходимость в индикаторе отпала.

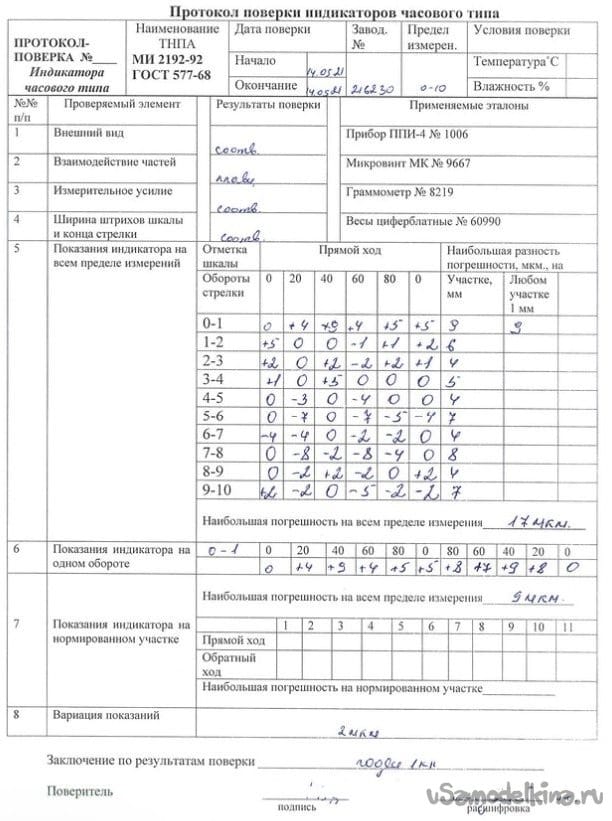
Один из покупателей даже сделал поверку этого микрометра. Данные приведены на фото.
Процесс изготовления.
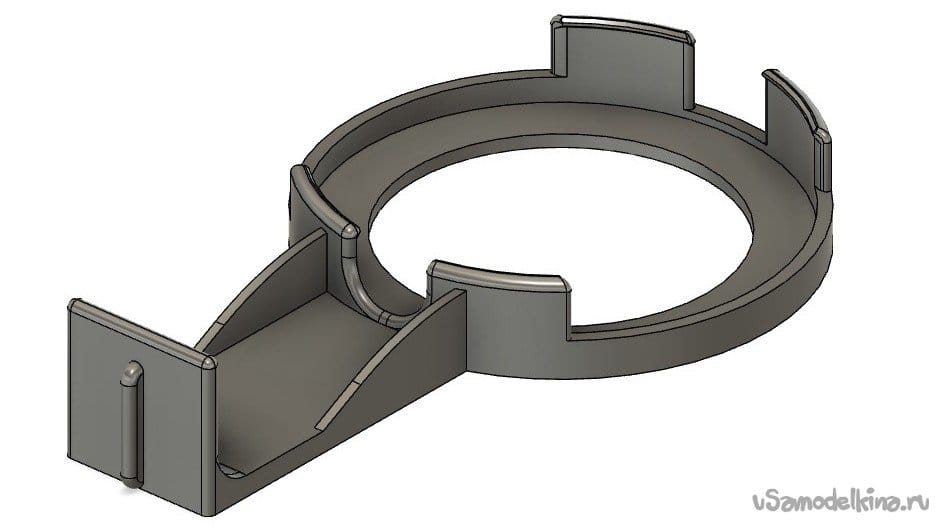
Итак, в программном комплексе Autodesk Fusion360 я смоделировал приспособление. Программа Fusion360 достаточно проста для начала работы с ней даже обычному пользователю, и бесплатна для домашнего использования.
Готовую модель Вы можете скачать по следующей ссылке — она расположена на популярном сайте Thingiverse.

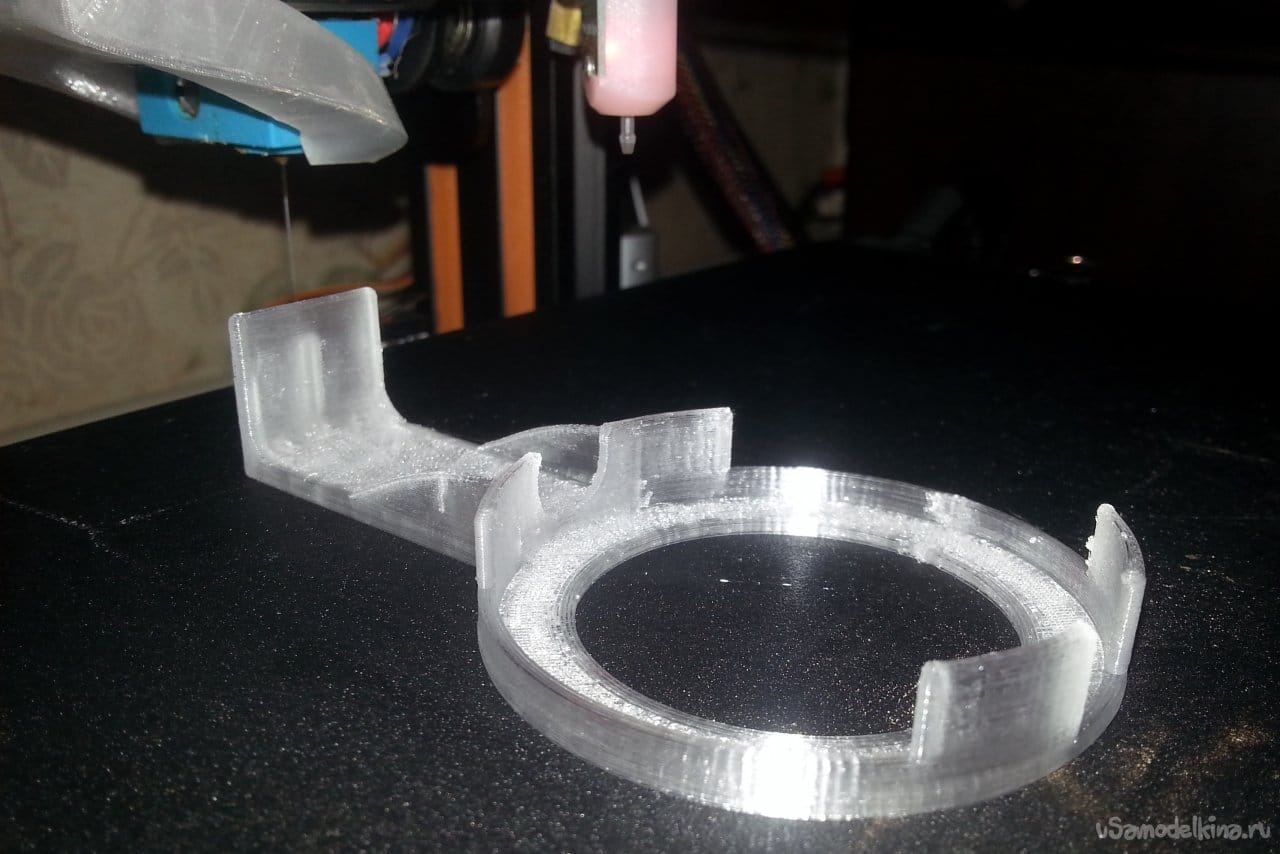
Чтобы не наращивать толщину опорной площадки для обеспечения жесткости, я добавил ребро с наружной стороны.
Также пара ребер сделана по бокам удлинителя.
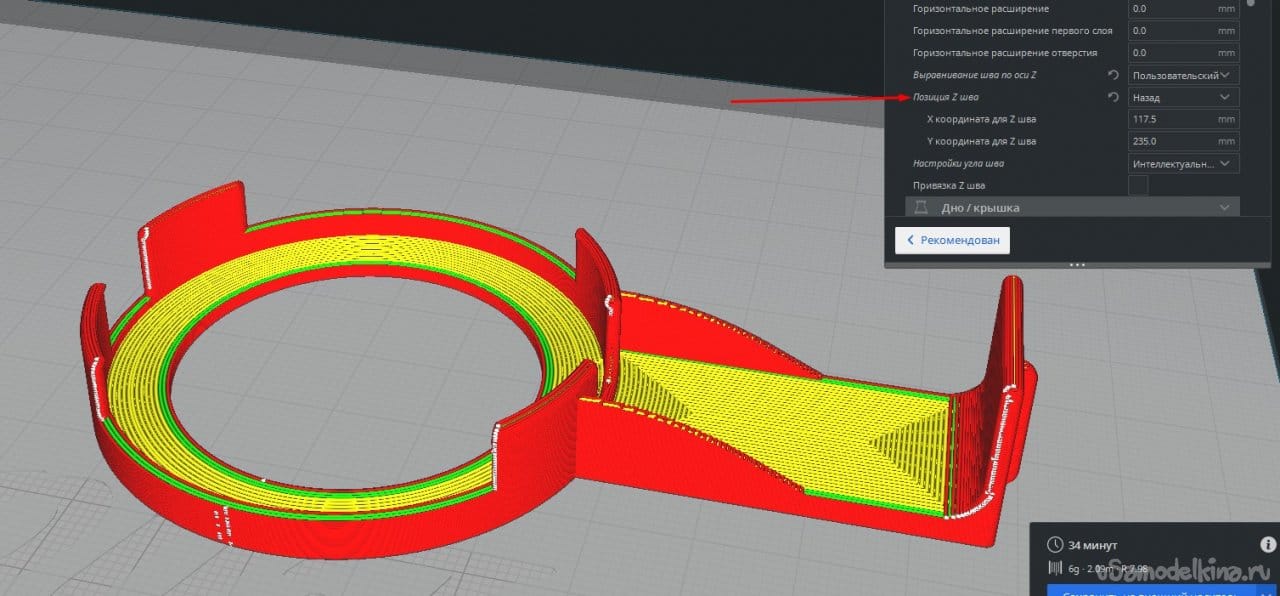
Печать выполнялась филаментом PETg. На следующих настройках — толщина слоя 0.2 ширина 0.4, 3 стенки, 6 слоев крышки и дна, заполнение — 50% «куб». Верхний и нижний слои — шаблон «концентрический».
Для нарезки я использую слайсер Cura.

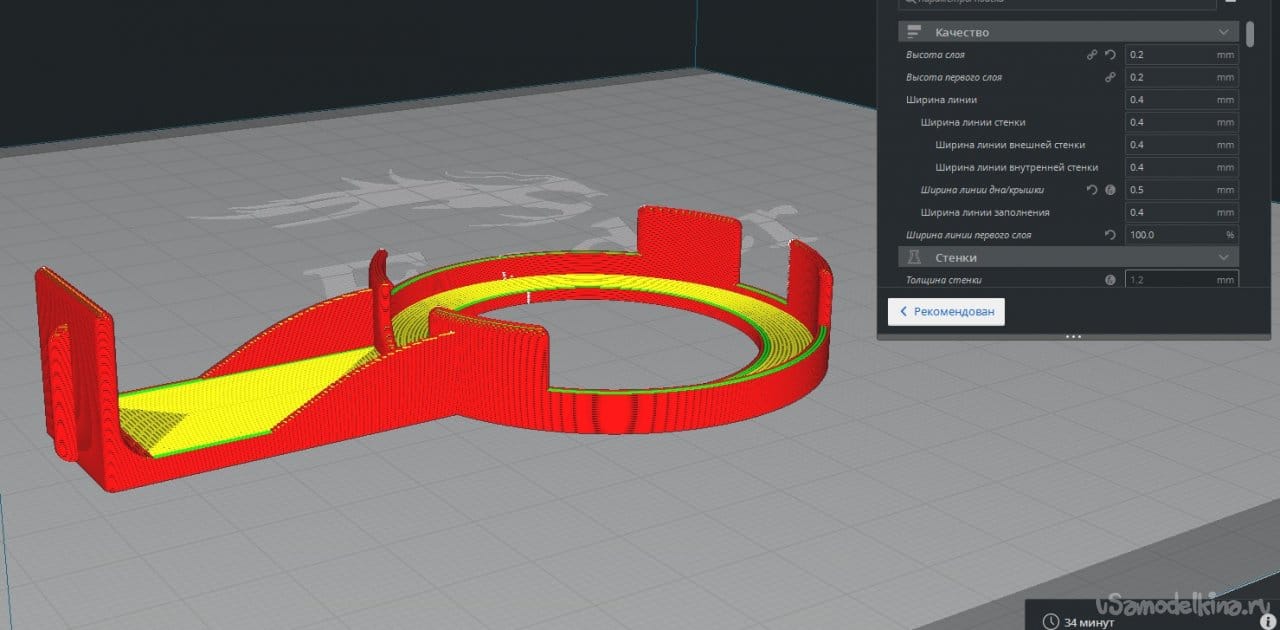
Обратите внимание на настройки расположения шва. Это важно. В любом случае, он не должен оказаться на поверхности измерительной площадки.
Кроме того, я закруглил углы не для декора, а учитывая специфику печати. В этих местах, на принтерах без механизма оптимизации LinearAdvance, возникают дефекты в виде выпирания пластика. Это не позволит плотно прижать деталь к площадке.
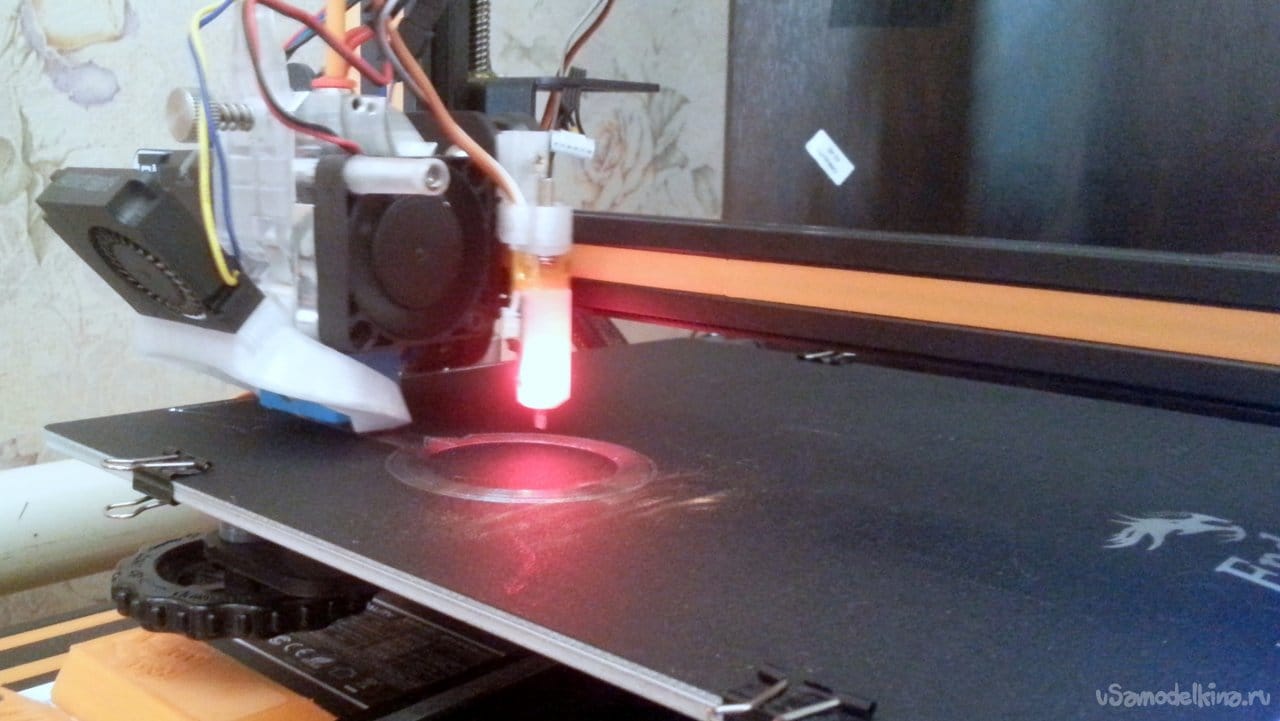
Собственно, процесс печати, сопло V6 латунь 0,4 мм.
С датчиком 3Dtouch о качестве первого слоя можно не переживать. Про мой вариант крепления этого датчика, его установку, а также самом принтере, я подробно рассказал в недавней статье.

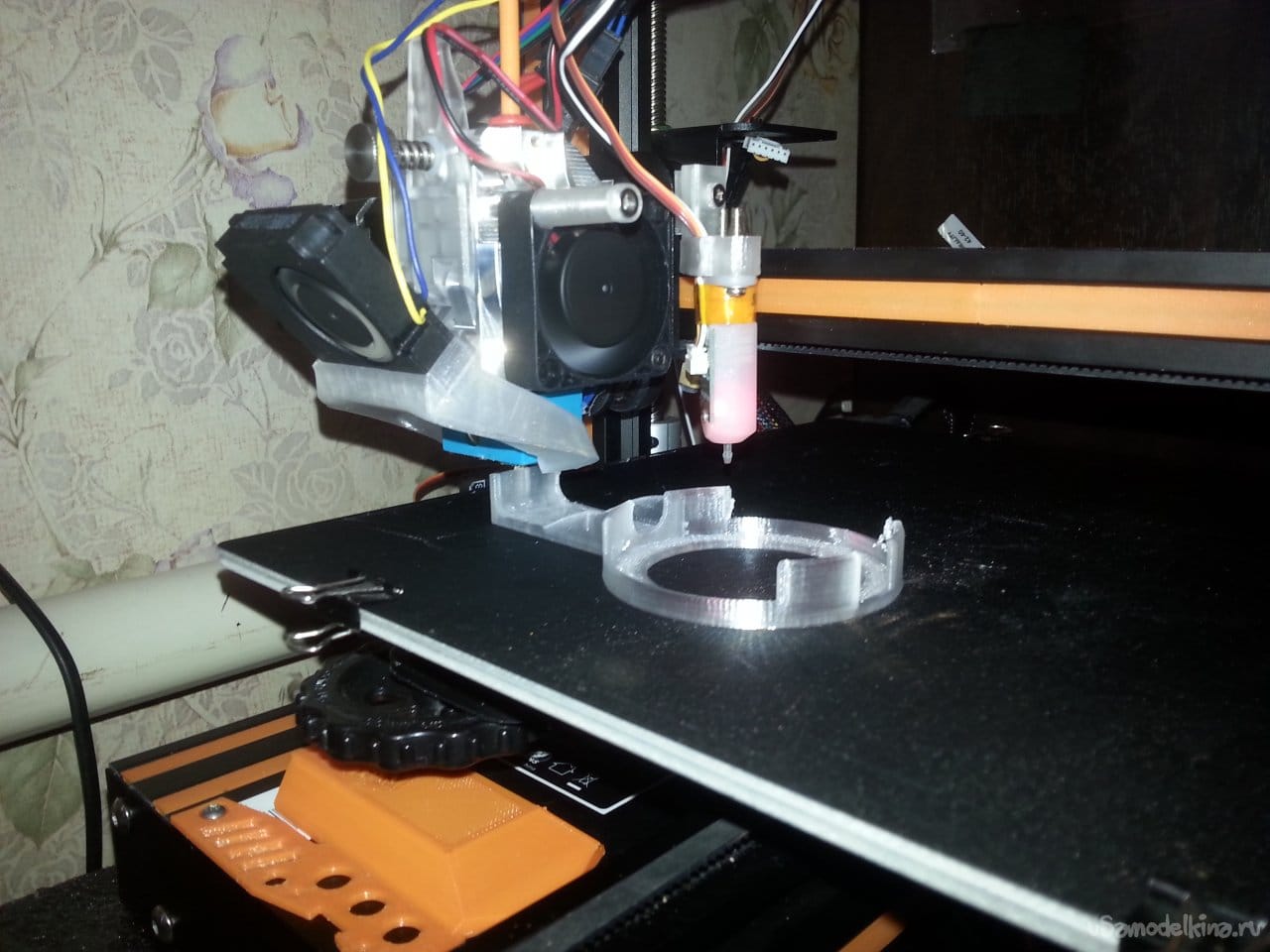
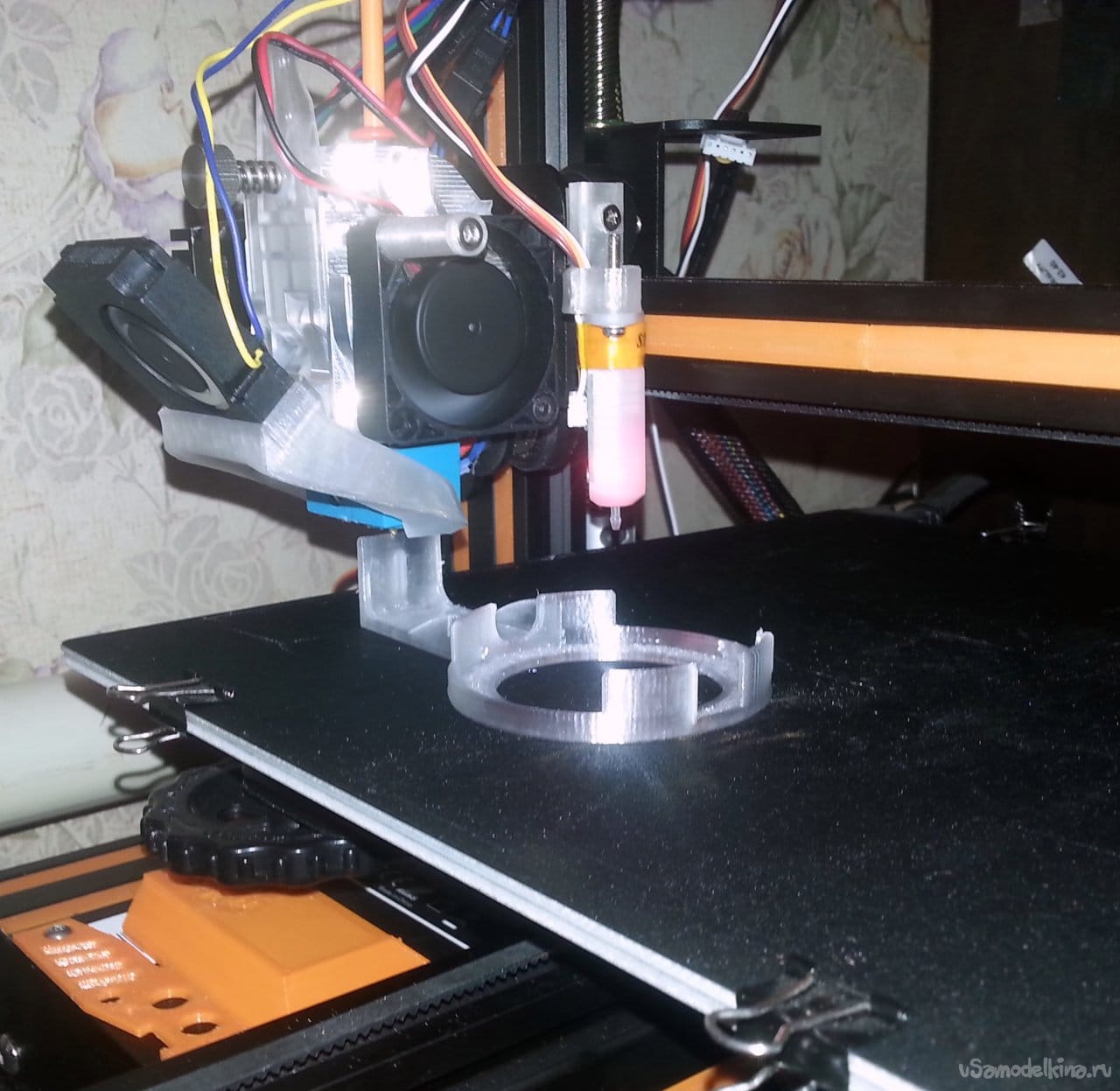
Деталь распечаталась, и, если присмотреться — то можно рассмотреть небольшие капли от ретрактов. Это сказывается недосушенный пластик. Длина ретракта на этой головке с прямой подачей — всего 0,7 мм для PETg.
Эти дефекты печати легко удаляются, и от них почти не остается следов.

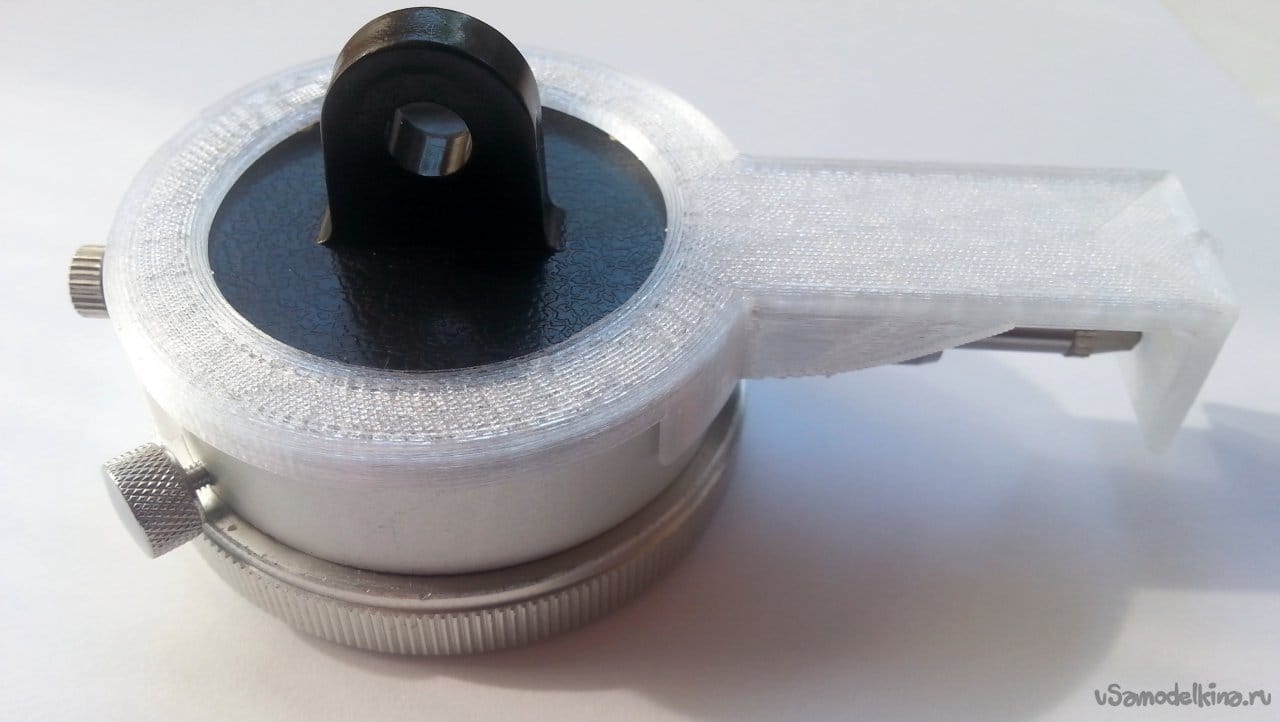
Так выглядит обратная сторона часового индикатора.
Поскольку штатное крепление я иногда использую, я не захотел проектировать другую крышку (и использовать ее как крепление упорной платформы), на замену оригинальной.

Приспособление легко защелкивается на корпусе, и устройство готово к работе.





Наконец, проверка устройства в работе. Засекаю нулевое положение, поднимаю шток и вставляю кусочек листа А4. Как видно, его толщина составляет 0,06 мм.
На конце щупа находится шарик, поэтому для измерения толщины мягких материалов лучше подложить под щуп металлическую пластинку, или сделать для него насадку в виде колпачка.
Скорее всего, я смоделирую ее немного позже, и она появится на Thingiverse.


При желании на опорную площадку можно приклеить кусочек жести, алюминиевого листа, или тонкого оргстекла — это должно повысить точность измерений.
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Подписывайтесь на телеграм-канал сайта, чтобы не пропустить новые статьи.