


Процесс закладки карбоновой хвостовой балки матчевого планера класса F5J.
Технология формования и тонкости процесса.
Для изготовления хвостовой балки планера нами предварительно была проделана большая работа по самой матрице и болванки. Виктор, проектировал болванку, на компьютере анализируя передовые веяния в этом классе планеров. Сечение изделия овальное, это позволяет наиболее рационально распределить усилия в немаленьком рычаге от фюзеляжа до хвостового оперения.
Затем отдельные секции напечатаны на 3D принтере. Собрано все в кучу на длинной шпильке, проклеено циакрином. На готовое изделие нанесен праймер по пластику и покрашено двухкомпонентной автомобильной эмалью. Балка отшлифована шкурками различной зернистости и финишно заполирована 3М пастой №2. Она послужила болванкой для изготовления матрицы.
Вот в краткое изложение процесса.





Матрица готова, можно начинать закладывать балку.

Матрица раскрыта протерта от возможной пыли. На внутреннюю поверхность нанесена разделительная вакса. В три слоя с просушкой и располировкой каждого.

На просушенную ваксу слой спирта ПВА, PVA \CRA (изопропиловый спирт) Он предназначен для лучшего разделения матрицы и изделия.
Для раздутия формы куплены прочные рекламные шарики. И алюминиевая трубка диаметром в 6 мм. В ней просверлены отверстия .

Шарик растянут на трубке, конец его закреплен при помощи изоленты. Из нее сформировано утолщение, припятсвующее выдавливанию всей конструкции из матрицы. Шарик несколько раз немного раздуваем и наносим силиконовую смазку.




Виктор разводит эпоксидную смолу. Она жидковата, время жизни в районе трех часов. Вес смолы равняется весу углеткани. Перед укладкой ей нужно немного загустеть, лучше будет липнуть. Поскольку у нас серьезная проблема-толщина ткани.

Матрица готова, начинаем раскрой заготовок. Первое движение изготовление шаблона из бумаги. На одну сторону матрицы без припуска. На другую, с запасом в три сантиметра примерно.

Из защиты разовые перчатки в два слоя и респиратор, с ними не расстанемся до конца процесса.


По шаблону осторожно вырезаем одну заготовку с припуском, при помощи роликовых ножниц. Резать углеткань ножницами не реально сильно сыпется по краям. Затем на край полотна наносим «клей спрей 3М 77». Совсем немного. На это место осторожно укладываем отрезанный кусок и приклеиваем. Весь этот бутерброд обрезаем в чистый размер. Таким вот вывертом добиваемся ровных краев заготовки. Как говорил выше, ткань зверски сыплется по краям.

Получились две склеенных пластинки на верхнюю и нижнюю половинки матрицы.

Эпоксидка немного загустела, начинаем промазывать половинки матрицы. Затем пропитываем заготовки. Через несколько минут связующий проникает в структуру углеткани и растворяет клей.


Начинается самая опасная процедура, укладки заготовки внутрь матрицы. Очень осторожно, не давая осыпаться краям. Поскольку ткань толстая она амортизирует и брыкается, смола еще не достаточно загустела, чтобы приклеить заготовку к краям матрицы.

Пришлось прижимать ткань при помощи болванки. Наконец все более менее улеглось. При помощи рейки толщиной в один сантиметр, использую её как шаблон, подравниваем края заготовки.

Внутрь укладывается трубка с шариком, затем очень осторожно в четыре руки, загибаем края ткани и проматываем матрицу нитками. Прижимая края.

Все уложено и примотано, аккуратно закрываем матрицу. Последние две операции действовали как минеры, одно неверное движение и балка будет испорчена.

Разрезаем и извлекаем нитки, придерживающие одну из половинок ткани.

Болтами стягиваем половинки матрицы и подаем давление в две атмосферы.



Конструкция остается на сутки в напряженном состоянии. Компрессор хорошо держит давление. Накачали в ресивер восемь атмосфер, этого хватило на 48 часов. Пока затвердеет связующее.
Дрожащими руками вскрываем матрицу. Хорошо получилась пилотная балочка. Излишки смолы выдавило.


Очистили от облоя, вполне себе нормально, для первого раза. Но в следующий раз давление нужно дать больше.
Аккуратно очищаем края матрицы от остатков эпоксидки. По опробованной технологии закладываем вторую балку. Давление уже в шесть атмосфер и положили греться на батарею, для ускорения процесса. Через сутки готова вторая балка.


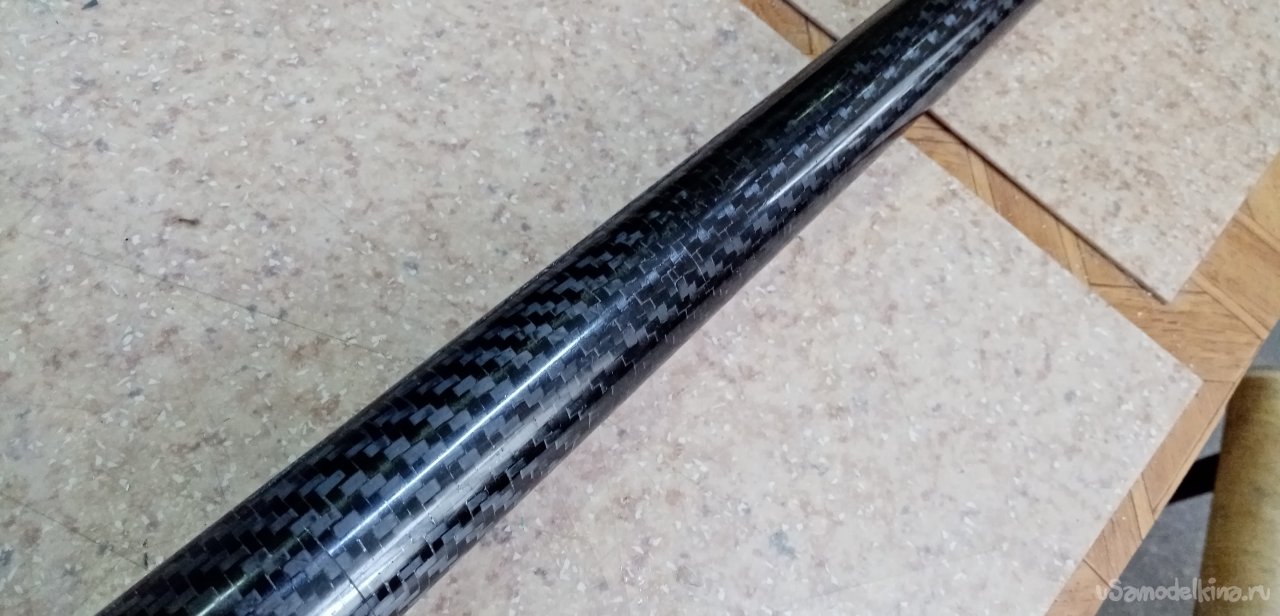
Парочка балочек со средним весом в 50 гр. и длинно 110 см.
И мы довольны.



