


На пути к самодельному вакуумному триоду так или иначе придется освоить ряд сопутствующих стеклодувных операций. И далеко не самых сложных. Более того, стеклодувное дело, занятие само по себе немало волнующее – по локоть в пламени что-то делать с обычно хрупким и твердым стеклом. А эти стеклянные приборы? – застывшая музыка сфер, не меньше! Впрочем, мы отвлеклись.
Любой электровакуумный прибор (ЭВП) имеет специальный технологический отвод - штенгель для откачки газов из собранной оболочки прибора – колбы. Обычно это нетолстая трубочка – внешним Ø5 мм. Стеклянная для приборов со стеклянной колбой, металлическая – для металлических. Штенгель вставляется в специальное цанговое гнездо вакуумного поста – аппарата для получения высокого вакуума, либо припаивается к его выводу. После откачки ЭВП стеклянный штенгель заплавляется – лампа отпаивается. Металлические штенгели герметизируются сваркой давлением. Здесь мы рассмотрим только стеклянный вариант.
 Фото 2. Один из первых условно удачных опытов. Торцевой впай.
Фото 2. Один из первых условно удачных опытов. Торцевой впай.
Штенгель может быть самостоятельным видимым элементом на макушке колбы, как у ламп пальчиковой серии, являться частью гребешковой ножки ЭВП как у ламп накаливания, либо вовсе, находится в любом удобном месте колбы. Иногда, штенгель объединяют с проволочным одиночным вводом, чтобы сократить количество потенциальных течей или по другим соображениям. Тогда после откачки, наклоняя лампу в штенгель перемещают заранее помещенный внутрь колбы ввод с электродом, например у газоразрядной лампы, и перепаивают штенгель одновременно впаивая проволоку. В любом случае задача обычно сводится к двум случаям – торцевой впай, боковой впай. Случаи весьма похожи по технике исполнения и различаются только по удобству работы. Кроме того, торцевой впай легче механизируется и нередко удобнее при откачке.
 Фото 3. Боковой, торцевой впай на одном из образцов. Первые опыты.
Фото 3. Боковой, торцевой впай на одном из образцов. Первые опыты.
В принципе, последовательность действий такова – получить в стенке колбы ЭВП отверстие сопоставимое с диаметром штенгеля, разогреть и слепить их размягченные края, тщательно пропаять стык – узким горячим игловидным факелом постепенно проплавить место стыка так, чтобы стекло одной детали сплавилось со стеклом другой. Все это, разумеется, не допуская термоударов и сильных искривлений геометрии деталей. Впаивание тонкой трубочки оказалось неожиданно сложным – довольно трудно впаять ее края и не допустить полного заплавления неширокого прохода. Как всегда дело в тонкостях – обычно, найти такую форму и часть пламени где операция возможна.
 Фото 4. «Платиновое» стекло – зеленый цвет торца.
Фото 4. «Платиновое» стекло – зеленый цвет торца.
Что потребовалось для работы.
Стеклодувная горелка на парах бензина, электролизер с микрогорелкой, набор инструментов и принадлежностей, кое-что из оснастки (см. ниже). Материалы – стеклянные заготовки-трубки платинового стекла (Фото 4) Ø5 мм, Ø18 мм. Средства защиты.
К делу.
Нарезаем заготовки – длинную 1.5 м трубочку штенгеля нашинковал кусочками по ~200 мм – чиркнул вдоль места реза риску треугольным алмазным надфилем и разломал руками с растягиванием.
Практика показала, да и старшие товарищи предупреждали – качество работы зависит от точности выполнения всех операций с самого начала. Например, неровный рез даст несколько несоосную установку в пробке-державке и при вращении в пламени одна сторона нагреется и размягчится сильнее. При раздувании получится кривобокая фигура и так далее. При единичных экспериментальных работах для экономии стекла, некоторые неровности можно выровнять механизированным абразивным или алмазным инструментом.
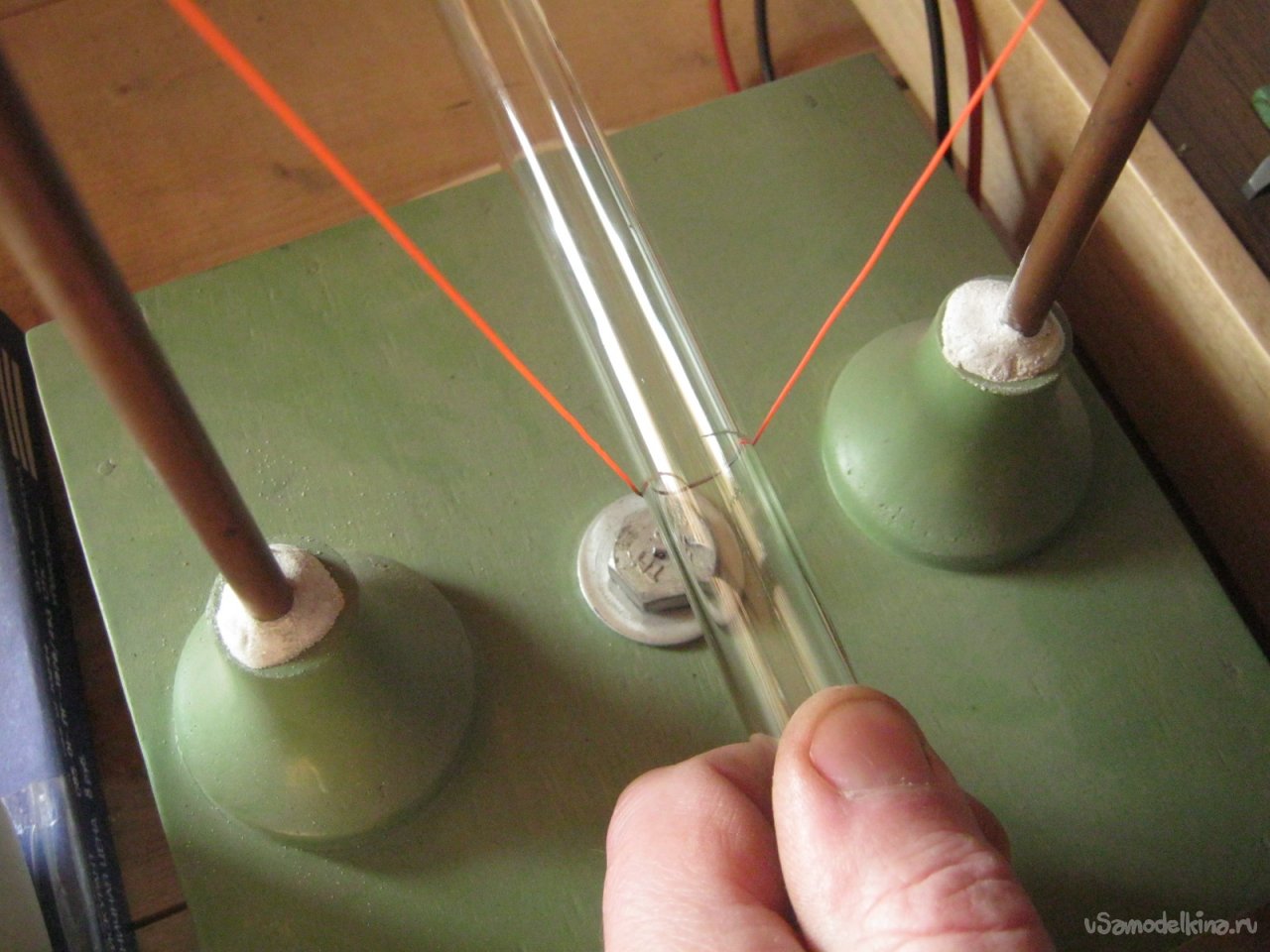 Фото 5. Трубку Ø18 мм ровно разломать руками сложнее – применяем электрорезку. Та же риска надфилем и прикладываем ее к раскаленной нихромовой проволоке.
Фото 5. Трубку Ø18 мм ровно разломать руками сложнее – применяем электрорезку. Та же риска надфилем и прикладываем ее к раскаленной нихромовой проволоке.
Включаем вытяжку, напяливаем защитные очки, раскладываем инструмент, разжигаем горелку.
Место горячей обработки стекла все время так и норовит заплавится – капиллярные силы. В том числе и поэтому его регулярно поддувают изнутри. То есть, вся работа должна быть более-менее герметична и только с одним открытым и гладко оплавленным, чтобы не порезать губы, концом.
 Фото 6. Штенгель заплавил с одной стороны, плавно разогрев трубочку с вращением и раскалив кончик на жестком пламени малой горелки.
Фото 6. Штенгель заплавил с одной стороны, плавно разогрев трубочку с вращением и раскалив кончик на жестком пламени малой горелки.
 Фото 7. Специальным инструментом – небольшой графитовой разверткой расширил разогретый конец штенгеля. Так у него меньше шансов заплавиться в неумелых руках, хотя вид впая и хуже. С развертыванием тоже пришлось повозиться, подобрать место в пламени и положение инструмента. Подготовленный штенгель можно не укутывать в огнеупорное одеяло – в мелких, относительно тонкостенных деталях внутренним напряжениям не разгуляться.
Фото 7. Специальным инструментом – небольшой графитовой разверткой расширил разогретый конец штенгеля. Так у него меньше шансов заплавиться в неумелых руках, хотя вид впая и хуже. С развертыванием тоже пришлось повозиться, подобрать место в пламени и положение инструмента. Подготовленный штенгель можно не укутывать в огнеупорное одеяло – в мелких, относительно тонкостенных деталях внутренним напряжениям не разгуляться.
 Фото 8. Относительно крупную заготовку «оболочки» ЭВП трудно плавно вращать в пламени, гораздо удобнее оттянуть стеклянное сужение-державку или снабдить термостойкой пробкой с ручкой. Острые края трубки изрежут мягкую пробку, поэтому конец предварительно слегка развертываем. Как горлышко в пробирках. На фото такое горло несколько утрировано для наглядности. Показано рабочее положение плоской медной развертки. Перед применением ее слегка прогревают в пламени и смазывают воском.
Фото 8. Относительно крупную заготовку «оболочки» ЭВП трудно плавно вращать в пламени, гораздо удобнее оттянуть стеклянное сужение-державку или снабдить термостойкой пробкой с ручкой. Острые края трубки изрежут мягкую пробку, поэтому конец предварительно слегка развертываем. Как горлышко в пробирках. На фото такое горло несколько утрировано для наглядности. Показано рабочее положение плоской медной развертки. Перед применением ее слегка прогревают в пламени и смазывают воском.
 Фото 9. Кусочек трубки Ø18 мм снабженный пробкой с открытой державкой.
Фото 9. Кусочек трубки Ø18 мм снабженный пробкой с открытой державкой.
 Фото 10. На открытом конце трубки делаем пробирочное полукруглое дно. Холодную заготовку плавно разогреваем в большом мягком пламени.
Фото 10. На открытом конце трубки делаем пробирочное полукруглое дно. Холодную заготовку плавно разогреваем в большом мягком пламени.
 Фото 11. Добавляем воздуха , факел становится короче и жестче, подставляем отражатель пламени, сильно разогреваем конец трубки с обычным вращением.
Фото 11. Добавляем воздуха , факел становится короче и жестче, подставляем отражатель пламени, сильно разогреваем конец трубки с обычным вращением.
 Фото 12. Захватив нержавеющим или керамическим пинцетом конец трубки, оттягиваем его и тут же в пламени перепаиваем около начала сужения, поддувая ртом воздух в открытую ручку-державку.
Фото 12. Захватив нержавеющим или керамическим пинцетом конец трубки, оттягиваем его и тут же в пламени перепаиваем около начала сужения, поддувая ртом воздух в открытую ручку-державку.
 Фото 13. На конце полукруглого донышка образуется капля стекла, снимаем ее стеклянной палочкой или тем же пинцетом. Несколько раз. Всякий раз оплавляем донышко с поддувом.
Фото 13. На конце полукруглого донышка образуется капля стекла, снимаем ее стеклянной палочкой или тем же пинцетом. Несколько раз. Всякий раз оплавляем донышко с поддувом.
 Фото 14. Место будущего впая локально сильно разогреваем в тонком жестком пламени и мгновенно раздуваем до очень тонкого крупного пузыря неправильной формы, который без труда скалывается. У оставшейся воронки оплавляем тонкие края.
Фото 14. Место будущего впая локально сильно разогреваем в тонком жестком пламени и мгновенно раздуваем до очень тонкого крупного пузыря неправильной формы, который без труда скалывается. У оставшейся воронки оплавляем тонкие края.
 Фото 15. С двух сторон тонкого игловидного факела разогреваем обе подготовленные детали – воронку на большой и на штенгеле. При размягчении их краев слепляем.
Фото 15. С двух сторон тонкого игловидного факела разогреваем обе подготовленные детали – воронку на большой и на штенгеле. При размягчении их краев слепляем.
Остается самая тонкая и сложная операция – пропаять место стыка так, чтобы стекло одной детали смешалось со стеклом другой, при этом между ними не должно быть различимой границы. Форма впая тоже желательна хоть сколько-то правильная.
 Фото 16. Пропаивание стыка делал с несколькими конфигурациями имеющегося оборудования, на фото – малая настольная пушка на парах бензина с воздухом, куда подмешана толика гремучего газа из электролизера. Портативная пропановая инжекционная горелка – подогрев.
Фото 16. Пропаивание стыка делал с несколькими конфигурациями имеющегося оборудования, на фото – малая настольная пушка на парах бензина с воздухом, куда подмешана толика гремучего газа из электролизера. Портативная пропановая инжекционная горелка – подогрев.
 Фото 17. Относительно удачный торцевой впай полученный в пламени (Фото 16). Сверху остался мутноватый бордюрчик, но стекло под ним проплавилось и смешалось.
Фото 17. Относительно удачный торцевой впай полученный в пламени (Фото 16). Сверху остался мутноватый бордюрчик, но стекло под ним проплавилось и смешалось.
 Фото 18. Вариант пайки с отдельной ручной микрогорелкой (горизонтально закреплена на подставке) на чистом гремучем газе. Малая пушка – подогрев. Но лучший вариант – микрогорелка в правой руке, в левой стеклянная заготовка, подогревная горелка на столе. Подогревное пламя должно охватывать хотя бы половину места работы и быть достаточно горячим, но не размягчающим стекло.
Фото 18. Вариант пайки с отдельной ручной микрогорелкой (горизонтально закреплена на подставке) на чистом гремучем газе. Малая пушка – подогрев. Но лучший вариант – микрогорелка в правой руке, в левой стеклянная заготовка, подогревная горелка на столе. Подогревное пламя должно охватывать хотя бы половину места работы и быть достаточно горячим, но не размягчающим стекло.
 Фото 19. Удачный боковой впай штенгеля с использованием огней (Фото 18).
Фото 19. Удачный боковой впай штенгеля с использованием огней (Фото 18).
 Фото 20. Учебно-тренировочные впаи немедленно укутывал в базальтовое одеяло для медленного остывания, полноценный отжиг в печи не делал.
Фото 20. Учебно-тренировочные впаи немедленно укутывал в базальтовое одеяло для медленного остывания, полноценный отжиг в печи не делал.
Babay Mazay, февраль, 2023 г.


